Dysza FGD z węglika krzemu do odsiarczania w elektrowni




Dysze absorbera odsiarczania spalin (FGD)
Usuwanie tlenków siarki, powszechnie znanych jako SOx, ze spalin przy użyciu odczynnika alkalicznego, np. mokrej zawiesiny wapienia.
Paliwa kopalne wykorzystywane w procesach spalania do zasilania kotłów, pieców lub innych urządzeń mogą uwalniać SO2 lub SO3 w spalinach. Te tlenki siarki łatwo reagują z innymi pierwiastkami, tworząc szkodliwe związki, takie jak kwas siarkowy, i mogą negatywnie wpływać na zdrowie ludzi i środowisko. Ze względu na te potencjalne skutki, kontrola zawartości tego związku w spalinach jest istotnym elementem elektrowni węglowych i innych zastosowań przemysłowych.
Ze względu na ryzyko erozji, zatykania i gromadzenia się zanieczyszczeń, jednym z najskuteczniejszych systemów kontroli tych emisji jest proces mokrego odsiarczania spalin (FGD) w otwartej wieży, wykorzystujący wapień, wapno hydratyzowane, wodę morską lub inny roztwór alkaliczny. Dysze rozpylające umożliwiają skuteczne i niezawodne rozprowadzanie tych zawiesin do wież absorpcyjnych. Tworząc równomierne wzory kropel o odpowiedniej wielkości, dysze te są w stanie skutecznie stworzyć powierzchnię niezbędną do prawidłowej absorpcji, minimalizując jednocześnie przedostawanie się roztworu płuczącego do spalin.


Wybór dyszy absorbera FGD:
Ważne czynniki, które należy wziąć pod uwagę:
Gęstość i lepkość medium czyszczącego
Wymagany rozmiar kropli
Prawidłowy rozmiar kropli ma kluczowe znaczenie dla zapewnienia właściwej szybkości wchłaniania
Materiał dyszy
Ponieważ spaliny często powodują korozję, a płyn czyszczący jest często zawiesiną o dużej zawartości ciał stałych i właściwościach ściernych, ważne jest wybranie odpowiedniego materiału odpornego na korozję i zużycie
Odporność na zatykanie dyszy
Ponieważ płyn czyszczący jest często zawiesiną o dużej zawartości ciał stałych, dobór dyszy pod kątem odporności na zatykanie ma duże znaczenie
Wzór i rozmieszczenie dyszy natryskowej
Aby zapewnić właściwą absorpcję, istotne jest całkowite pokrycie strumienia gazu bez obejścia i wystarczający czas przebywania
Rozmiar i typ przyłącza dyszy
Wymagane natężenie przepływu płynu płuczącego
Dostępny spadek ciśnienia (∆P) na dyszy
∆P = ciśnienie zasilania na wlocie dyszy – ciśnienie procesowe na zewnątrz dyszy
Nasi doświadczeni inżynierowie pomogą określić, która dysza będzie działać zgodnie z wymaganiami, biorąc pod uwagę szczegóły Twojego projektu
Typowe zastosowania dysz absorbujących FGD i branże:
Elektrownie węglowe i inne elektrownie na paliwa kopalne
Rafinerie ropy naftowej
Spalarnie odpadów komunalnych
Piece cementowe
Huty metali
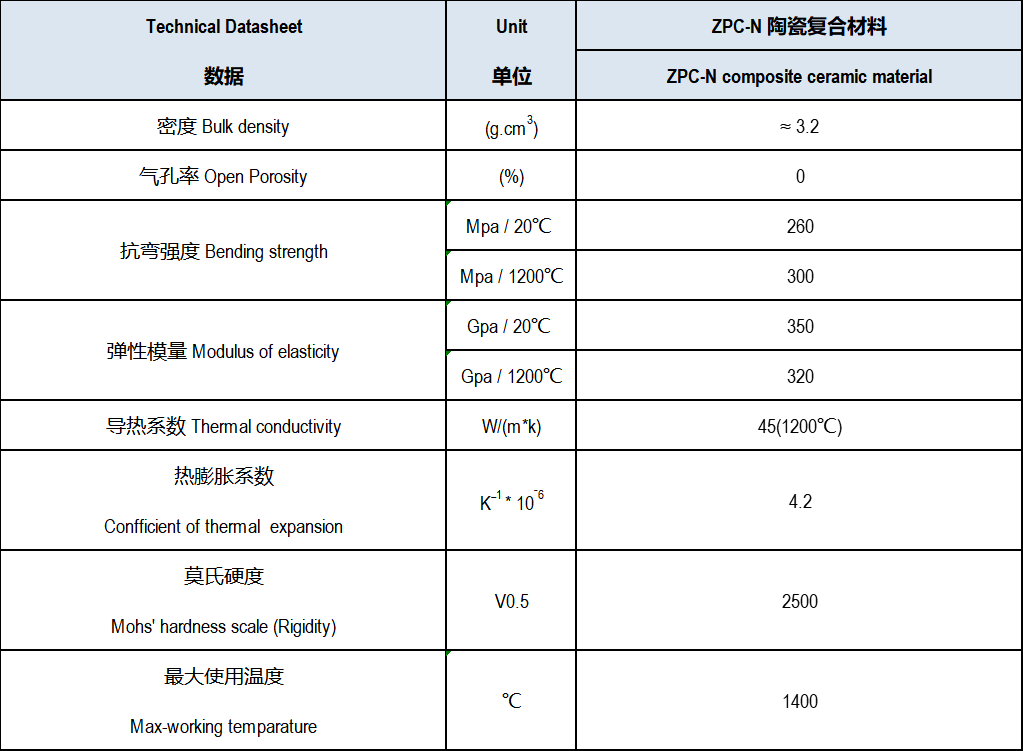
Karta katalogowa materiału SiC
Wady wapna/wapienia
Jak pokazano na rysunku 1, systemy FGD wykorzystujące wymuszoną oksydację wapnem/wapieniem (LSFO) obejmują trzy główne podsystemy:
- Przygotowanie, obsługa i przechowywanie odczynników
- Naczynie absorbujące
- Postępowanie z odpadami i produktami ubocznymi
Przygotowanie odczynnika polega na przetransportowaniu kruszonego wapienia (CaCO3) z silosu magazynowego do zbiornika zasilającego z mieszadłem. Powstały szlam wapienny jest następnie pompowany do zbiornika absorbera wraz ze spalinami z kotła i powietrzem utleniającym. Dysze rozpylające rozpylają drobne kropelki odczynnika, które następnie płyną w przeciwprądzie do napływającego gazu spalinowego. SO2 w spalinach reaguje z odczynnikiem bogatym w wapń, tworząc siarczyn wapnia (CaSO3) i CO2. Powietrze wprowadzane do absorbera wspomaga utlenianie CaSO3 do CaSO4 (postać dwuwodna).
Podstawowe reakcje LSFO to:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Utleniony szlam gromadzi się na dnie absorbera, a następnie jest zawracany wraz ze świeżym odczynnikiem do głowic dysz rozpylających. Część strumienia zawracanego jest odprowadzana do systemu przetwarzania odpadów/produktów ubocznych, który zazwyczaj składa się z hydrocyklonów, filtrów bębnowych lub taśmowych oraz zbiornika retencyjnego ścieków/cieczy z mieszaniem. Ścieki ze zbiornika retencyjnego są zawracane do zbiornika zasilającego odczynnik wapienny lub do hydrocyklonu, gdzie nadmiar jest usuwany jako ścieki.
| Schemat typowego procesu mokrego czyszczenia z użyciem wapna/wapienia z wymuszonym utlenianiem |
 |
Systemy mokrego LSFO zazwyczaj osiągają wydajność usuwania SO₂ na poziomie 95–97%. Osiągnięcie poziomu powyżej 97,5% w celu spełnienia wymogów kontroli emisji jest jednak trudne, szczególnie w przypadku instalacji wykorzystujących węgiel o wysokiej zawartości siarki. Można dodać katalizatory magnezowe lub kalcynować wapień do wapna o wyższej reaktywności (CaO), ale takie modyfikacje wiążą się z dodatkowym wyposażeniem zakładu oraz kosztami robocizny i energii. Na przykład, kalcynacja do wapna wymaga instalacji oddzielnego pieca wapienniczego. Ponadto wapno łatwo się wytrąca, co zwiększa ryzyko tworzenia się kamienia kotłowego w skruberze.
Koszt kalcynacji w piecu wapienniczym można obniżyć, wtłaczając wapień bezpośrednio do paleniska kotła. W tym podejściu wapno wytwarzane w kotle jest przenoszone wraz ze spalinami do skrubera. Możliwe problemy obejmują zanieczyszczenie kotła, zakłócenia w wymianie ciepła oraz inaktywację wapna z powodu nadmiernego spalania w kotle. Ponadto wapno obniża temperaturę przepływu stopionego popiołu w kotłach opalanych węglem, powodując powstawanie osadów stałych, które w przeciwnym razie nie wystąpiłyby.
Odpady ciekłe z procesu LSFO są zazwyczaj kierowane do stawów stabilizacyjnych wraz z odpadami ciekłymi z innych części elektrowni. Mokry odciek ciekły z FGD może być nasycony związkami siarczynu i siarczanu, a względy środowiskowe zazwyczaj ograniczają jego zrzut do rzek, strumieni i innych cieków wodnych. Ponadto, zawracanie ścieków/cieczy z powrotem do skrubera może prowadzić do gromadzenia się rozpuszczonych soli sodowych, potasowych, wapniowych, magnezowych lub chlorkowych. Substancje te mogą z czasem krystalizować, jeśli nie zostanie zapewnione wystarczające upustowe odprowadzanie, aby utrzymać stężenie rozpuszczonych soli poniżej poziomu nasycenia. Dodatkowym problemem jest powolne tempo sedymentacji odpadów stałych, co powoduje konieczność stosowania dużych stawów stabilizacyjnych o dużej objętości. W typowych warunkach, warstwa osadu w stawie stabilizacyjnym może zawierać 50% lub więcej fazy ciekłej, nawet po kilku miesiącach składowania.
Siarczan wapnia odzyskany z osadu recyrkulacyjnego absorbera może zawierać dużą ilość nieprzereagowanego wapienia i popiołu siarczynu wapnia. Zanieczyszczenia te mogą uniemożliwić sprzedaż siarczanu wapnia jako gipsu syntetycznego do produkcji płyt gipsowo-kartonowych, tynku i cementu. Nieprzereagowany wapień jest dominującym zanieczyszczeniem w gipsie syntetycznym, a także częstym zanieczyszczeniem w gipsie naturalnym (kopalnym). Chociaż sam wapień nie wpływa na właściwości produktów końcowych płyt gipsowo-kartonowych, jego właściwości ścierne powodują problemy ze zużyciem sprzętu przetwórczego. Siarczyn wapnia jest niepożądanym zanieczyszczeniem w każdym gipsie, ponieważ jego drobne cząstki powodują problemy z tworzeniem się kamienia i innymi problemami przetwórczymi, takimi jak płukanie i odwadnianie placka.
Jeśli substancje stałe powstające w procesie LSFO nie nadają się do sprzedaży komercyjnej jako gips syntetyczny, stanowi to poważny problem w zakresie utylizacji odpadów. W przypadku kotła o mocy 1000 MW opalanego węglem z zawartością 1% siarki, ilość gipsu wynosi około 550 ton (krótkich) dziennie. W przypadku tej samej instalacji opalanej węglem z zawartością 2% siarki, produkcja gipsu wzrasta do około 1100 ton dziennie. Dodając około 1000 ton dziennie na produkcję popiołu lotnego, całkowita ilość odpadów stałych wynosi około 1550 ton dziennie w przypadku węgla z zawartością 1% siarki i 2100 ton dziennie w przypadku węgla z zawartością 2% siarki.
Zalety EADS
Sprawdzona technologia, alternatywa dla płukania LSFO, polega na zastąpieniu wapienia amoniakiem jako odczynnikiem do usuwania SO₂. Elementy mielenia, magazynowania, obsługi i transportu stałego odczynnika w systemie LSFO są zastępowane prostymi zbiornikami magazynowymi na wodny lub bezwodny amoniak. Rysunek 2 przedstawia schemat blokowy systemu EADS dostarczonego przez firmę JET Inc.
Amoniak, spaliny, powietrze utleniające i woda procesowa trafiają do absorbera zawierającego wiele poziomów dysz rozpylających. Dysze wytwarzają drobne kropelki odczynnika zawierającego amoniak, aby zapewnić ścisły kontakt odczynnika z napływającymi spalinami zgodnie z następującymi reakcjami:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 w strumieniu spalin reaguje z amoniakiem w górnej połowie zbiornika, tworząc siarczyn amonu. Dno zbiornika absorbera służy jako zbiornik utleniający, w którym powietrze utlenia siarczyn amonu do siarczanu amonu. Powstały roztwór siarczanu amonu jest pompowany z powrotem do głowic dysz rozpylających na wielu poziomach absorbera. Zanim oczyszczone spaliny opuszczą górną część absorbera, przechodzą przez odmgławiacz, który koalesuje wszelkie uniesione krople cieczy i wychwytuje drobne cząstki stałe.
Reakcja amoniaku z SO2 i utlenianie siarczynu do siarczanu zapewniają wysoki stopień wykorzystania odczynników. Na każdy funt zużytego amoniaku powstają cztery funty siarczanu amonu.
Podobnie jak w procesie LSFO, część strumienia recyrkulacji odczynnika/produktu może zostać wycofana w celu wytworzenia komercyjnego produktu ubocznego. W systemie EADS, roztwór produktu wyjściowego jest pompowany do systemu odzysku substancji stałych, składającego się z hydrocyklonu i wirówki, w celu zagęszczenia produktu siarczanu amonu przed suszeniem i pakowaniem. Wszystkie ciecze (przelew z hydrocyklonu i koncentrat z wirówki) są kierowane z powrotem do zbiornika szlamowego, a następnie ponownie wprowadzane do strumienia recyrkulacji siarczanu amonu w absorberze.

- Systemy EADS zapewniają wyższą wydajność usuwania SO2 (>99%), co daje elektrowniom węglowym większą elastyczność w zakresie mieszania tańszego węgla o wyższej zawartości siarki.
- Podczas gdy systemy LSFO wytwarzają 0,7 tony CO2 na każdą usuniętą tonę SO2, proces EADS nie wytwarza CO2.
- Ponieważ wapno i wapień są mniej reaktywne w porównaniu z amoniakiem w usuwaniu SO2, do osiągnięcia wysokich wskaźników cyrkulacji wymagane jest większe zużycie wody procesowej i energii pompowania. Powoduje to wyższe koszty eksploatacji systemów LSFO.
- Koszty inwestycyjne systemów EADS są zbliżone do kosztów budowy systemu LSFO. Jak wspomniano powyżej, chociaż system EADS wymaga urządzeń do przetwarzania i pakowania produktów ubocznych siarczanu amonu, urządzenia do przygotowywania odczynników związane z LSFO nie są wymagane do mielenia, obsługi i transportu.
Najbardziej charakterystyczną zaletą EADS jest eliminacja zarówno odpadów płynnych, jak i stałych. Technologia EADS to proces bezodpadowy, co oznacza, że nie wymaga oczyszczania ścieków. Stały produkt uboczny, siarczan amonu, jest łatwo dostępny na rynku; siarczan amonu jest najczęściej wykorzystywanym nawozem i składnikiem nawozów na świecie, a jego globalny wzrost rynku przewiduje się do 2030 roku. Ponadto, chociaż produkcja siarczanu amonu wymaga wirówki, suszarni, przenośnika i urządzeń pakujących, elementy te nie są zastrzeżone i są dostępne komercyjnie. W zależności od sytuacji ekonomicznej i rynkowej, nawóz na bazie siarczanu amonu może zrównoważyć koszty odsiarczania spalin z wykorzystaniem amoniaku i potencjalnie przynieść znaczny zysk.
| Schemat wydajnego procesu odsiarczania amoniaku |
 |


Firma Shandong Zhongpeng Special Ceramics Co., Ltd to jedno z największych w Chinach rozwiązań w zakresie nowych materiałów ceramicznych z węglika krzemu. Ceramika techniczna SiC: twardość w skali Mohsa wynosi 9 (nowa twardość w skali Mohsa wynosi 13), a jej doskonała odporność na erozję i korozję, ścieranie i utlenianie są bardzo dobre. Żywotność produktów SiC jest od 4 do 5 razy dłuższa niż w przypadku materiałów z 92% tlenku glinu. Współczynnik MOR (współczynnik twardości) RBSiC jest od 5 do 7 razy wyższy niż SNBSC, co pozwala na produkcję bardziej złożonych kształtów. Proces wyceny przebiega szybko, dostawa jest zgodna z obietnicami, a jakość jest bezkonkurencyjna. Zawsze dążymy do realizacji naszych celów i oddajemy się społeczeństwu.







