Buse de désulfuration des gaz de combustion en carbure de silicium pour centrale électrique




Buses d'absorption pour la désulfuration des gaz de combustion (FGD)
Élimination des oxydes de soufre, communément appelés SOx, des gaz d'échappement à l'aide d'un réactif alcalin, tel qu'une suspension de calcaire humide.
Lorsque des combustibles fossiles sont utilisés dans les processus de combustion pour alimenter des chaudières, des fours ou d'autres équipements, ils peuvent libérer du SO₂ ou du SO₃ dans les gaz d'échappement. Ces oxydes de soufre réagissent facilement avec d'autres éléments pour former des composés nocifs tels que l'acide sulfurique, susceptibles d'avoir des effets néfastes sur la santé humaine et l'environnement. Compte tenu de ces risques potentiels, le contrôle de ces composés dans les gaz de combustion est essentiel pour les centrales thermiques au charbon et autres applications industrielles.
En raison des risques d'érosion, d'encrassement et d'accumulation, l'un des systèmes les plus fiables pour contrôler ces émissions est un procédé de désulfuration des gaz de combustion par voie humide en tour ouverte (FGD) utilisant du calcaire, de la chaux hydratée, de l'eau de mer ou une autre solution alcaline. Des buses de pulvérisation permettent de distribuer efficacement et de manière fiable ces suspensions dans les tours d'absorption. En créant des motifs uniformes de gouttelettes de taille appropriée, ces buses permettent d'obtenir la surface nécessaire à une absorption optimale tout en minimisant l'entraînement de la solution de lavage dans les gaz de combustion.


Sélection d'une buse d'absorbeur FGD :
Facteurs importants à prendre en compte :
densité et viscosité du média de lavage
Taille des gouttelettes requise
La taille appropriée des gouttelettes est essentielle pour garantir des taux d'absorption adéquats.
Matériau de la buse
Étant donné que les gaz de combustion sont souvent corrosifs et que le fluide de lavage est fréquemment une boue à forte teneur en matières solides et aux propriétés abrasives, le choix d'un matériau approprié résistant à la corrosion et à l'usure est important.
résistance au colmatage de la buse
Comme le fluide de lavage est souvent une boue à forte teneur en matières solides, le choix de la buse en fonction de sa résistance au colmatage est important.
configuration et positionnement de la buse
Pour assurer une absorption correcte, il est important de veiller à une couverture complète du flux de gaz, sans contournement et avec un temps de séjour suffisant.
Dimension et type de raccordement de la buse
Débits de fluide de lavage requis
Chute de pression disponible (∆P) à travers la tubulure
∆P = pression d'alimentation à l'entrée de la buse – pression de procédé à l'extérieur de la buse
Nos ingénieurs expérimentés peuvent vous aider à déterminer quelle buse répondra aux exigences de votre conception.
Utilisations et industries courantes des buses d'absorption FGD :
Centrales électriques au charbon et autres combustibles fossiles
Raffineries de pétrole
Incinérateurs de déchets municipaux
fours à ciment
fonderies de métaux
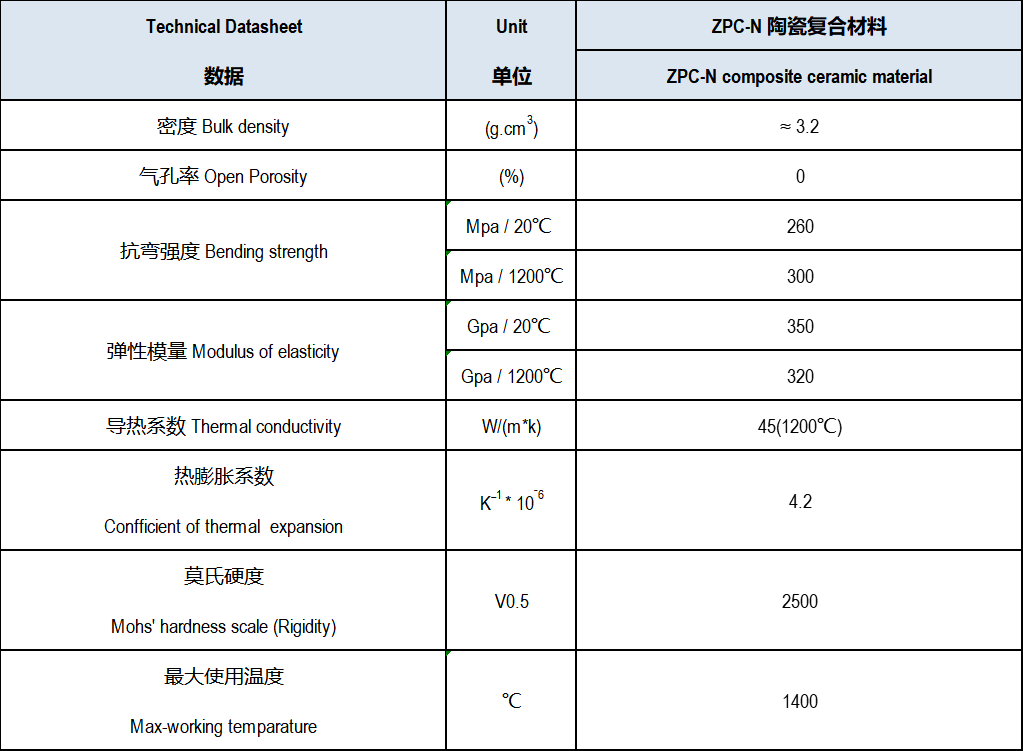
Fiche technique du matériau SiC
Inconvénients liés à la chaux/au calcaire
Comme le montre la figure 1, les systèmes FGD utilisant l'oxydation forcée à la chaux/au calcaire (LSFO) comprennent trois sous-systèmes principaux :
- Préparation, manipulation et stockage des réactifs
- Récipient absorbeur
- Gestion des déchets et des sous-produits
La préparation du réactif consiste à acheminer du calcaire concassé (CaCO3) d'un silo de stockage vers une cuve d'alimentation agitée. La suspension de calcaire ainsi obtenue est ensuite pompée vers l'absorbeur avec les gaz de combustion de la chaudière et de l'air oxydant. Des buses de pulvérisation délivrent de fines gouttelettes de réactif qui circulent à contre-courant des gaz de combustion entrants. Le SO2 contenu dans les gaz de combustion réagit avec le réactif riche en calcium pour former du sulfite de calcium (CaSO3) et du CO2. L'air introduit dans l'absorbeur favorise l'oxydation du CaSO3 en CaSO4 (dihydrate).
Les réactions de base du LSFO sont :
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
La boue oxydée s'accumule au fond de l'absorbeur et est ensuite recyclée avec du réactif frais vers les buses de pulvérisation. Une partie du flux recyclé est acheminée vers le système de traitement des déchets/sous-produits, qui comprend généralement des hydrocyclones, des filtres à tambour ou à bande et une cuve de stockage des eaux usées/liquides agitée. Les eaux usées de la cuve de stockage sont recyclées vers le réservoir d'alimentation en réactif calcaire ou vers un hydrocyclone où le trop-plein est évacué.
| Schéma typique d'un procédé de lavage humide à oxydation forcée à la chaux/au calcaire |
 |
Les systèmes LSFO humides atteignent généralement des rendements d'élimination du SO₂ de 95 à 97 %. Toutefois, il est difficile d'atteindre des niveaux supérieurs à 97,5 % pour satisfaire aux exigences de contrôle des émissions, notamment pour les centrales utilisant des charbons à haute teneur en soufre. L'ajout de catalyseurs au magnésium ou la calcination du calcaire en chaux (CaO), plus réactive, sont possibles, mais ces modifications nécessitent des équipements supplémentaires et engendrent des coûts de main-d'œuvre et d'énergie supplémentaires. Par exemple, la calcination en chaux requiert l'installation d'un four à chaux distinct. De plus, la chaux précipite facilement, ce qui accroît le risque de formation de dépôts de tartre dans le laveur de gaz.
Le coût de la calcination au four à chaux peut être réduit par l'injection directe de calcaire dans le foyer de la chaudière. Dans ce cas, la chaux produite dans la chaudière est entraînée par les fumées vers le laveur de gaz. Les problèmes potentiels incluent l'encrassement de la chaudière, les perturbations du transfert de chaleur et l'inactivation de la chaux due à une surchauffe. De plus, la chaux abaisse la température d'écoulement des cendres en fusion dans les chaudières à charbon, ce qui entraîne la formation de dépôts solides qui n'existeraient pas autrement.
Les effluents liquides issus du procédé LSFO sont généralement dirigés vers des bassins de stabilisation, en même temps que les effluents liquides provenant d'autres parties de la centrale. L'effluent liquide humide du procédé de désulfuration des gaz de combustion (FGD) peut être saturé en sulfites et sulfates, et les considérations environnementales limitent généralement son rejet dans les rivières, les ruisseaux ou autres cours d'eau. De plus, le recyclage des eaux usées/liqueurs vers le laveur peut entraîner l'accumulation de sels dissous de sodium, de potassium, de calcium, de magnésium ou de chlorures. Ces espèces peuvent finir par cristalliser si le débit de purge n'est pas suffisant pour maintenir les concentrations de sels dissous en dessous du seuil de saturation. Un autre problème est la lenteur de la décantation des déchets solides, ce qui nécessite des bassins de stabilisation de grande capacité. Dans des conditions normales, la couche décantée d'un bassin de stabilisation peut contenir 50 % ou plus de phase liquide, même après plusieurs mois de stockage.
Le sulfate de calcium récupéré de la boue de recyclage de l'absorbeur peut contenir une quantité importante de calcaire non réagi et de cendres de sulfite de calcium. Ces contaminants peuvent empêcher la commercialisation du sulfate de calcium comme gypse synthétique destiné à la fabrication de plaques de plâtre, d'enduits et de ciment. Le calcaire non réagi est l'impureté prédominante du gypse synthétique et est également une impureté courante du gypse naturel (extrait des carrières). Bien que le calcaire lui-même n'altère pas les propriétés des produits finis (plaques de plâtre), son abrasivité engendre une usure prématurée des équipements de transformation. Le sulfite de calcium est une impureté indésirable dans tout gypse, car sa granulométrie fine provoque des problèmes d'entartrage et d'autres difficultés de transformation, telles que le lavage et la déshydratation du gâteau de gypse.
Si les résidus solides issus du procédé LSFO ne sont pas commercialisables sous forme de gypse synthétique, cela pose un problème considérable de gestion des déchets. Pour une chaudière de 1 000 MW alimentée au charbon à 1 % de soufre, la quantité de gypse produite est d'environ 550 tonnes par jour. Pour la même centrale alimentée au charbon à 2 % de soufre, la production de gypse passe à environ 1 100 tonnes par jour. En ajoutant quelque 1 000 tonnes par jour pour la production de cendres volantes, le tonnage total de déchets solides atteint environ 1 550 tonnes par jour pour le charbon à 1 % de soufre et 2 100 tonnes par jour pour celui à 2 % de soufre.
Avantages d'EADS
Une technologie alternative éprouvée au lavage au fioul lourd (LSFO) remplace le calcaire par de l'ammoniac comme réactif pour l'élimination du SO₂. Les composants de broyage, de stockage, de manutention et de transport du réactif solide d'un système LSFO sont remplacés par de simples réservoirs de stockage d'ammoniac aqueux ou anhydre. La figure 2 présente un schéma de principe du système EADS fourni par JET Inc.
L'ammoniac, les gaz de combustion, l'air oxydant et l'eau de procédé pénètrent dans un absorbeur équipé de plusieurs niveaux de buses de pulvérisation. Ces buses génèrent de fines gouttelettes de réactif contenant de l'ammoniac afin d'assurer un contact intime entre le réactif et les gaz de combustion entrants, selon les réactions suivantes :
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
Le SO₂ présent dans les gaz de combustion réagit avec l'ammoniac dans la partie supérieure de la cuve pour produire du sulfite d'ammonium. La partie inférieure de la cuve d'absorption sert de réservoir d'oxydation où l'air oxyde le sulfite d'ammonium en sulfate d'ammonium. La solution de sulfate d'ammonium ainsi obtenue est pompée vers les collecteurs des buses de pulvérisation à différents niveaux de l'absorbeur. Avant de sortir par le haut de l'absorbeur, les gaz de combustion épurés traversent un désembueur qui agglomére les gouttelettes liquides entraînées et capture les fines particules.
La réaction de l'ammoniac avec le SO₂ et l'oxydation du sulfite en sulfate permettent d'obtenir un taux d'utilisation élevé des réactifs. Quatre livres de sulfate d'ammonium sont produites pour chaque livre d'ammoniac consommée.
Comme pour le procédé LSFO, une partie du flux de recyclage réactif/produit peut être prélevée pour produire un sous-produit commercialisable. Dans le système EADS, la solution de produit extraite est pompée vers un système de récupération des solides composé d'un hydrocyclone et d'une centrifugeuse afin de concentrer le sulfate d'ammonium avant séchage et conditionnement. Tous les liquides (trop-plein de l'hydrocyclone et centrifugation) sont renvoyés vers une cuve à boues, puis réintroduits dans le flux de recyclage du sulfate d'ammonium de l'absorbeur.

- Les systèmes EADS offrent des rendements d'élimination du SO2 plus élevés (>99%), ce qui donne aux centrales électriques au charbon une plus grande flexibilité pour mélanger des charbons moins chers et à plus forte teneur en soufre.
- Alors que les systèmes LSFO produisent 0,7 tonne de CO2 pour chaque tonne de SO2 éliminée, le procédé EADS ne produit aucun CO2.
- La chaux et le calcaire étant moins réactifs que l'ammoniac pour l'élimination du SO2, une consommation d'eau de process et une énergie de pompage plus importantes sont nécessaires pour atteindre des débits de circulation élevés. Il en résulte des coûts d'exploitation plus élevés pour les systèmes LSFO.
- Les coûts d'investissement pour les systèmes EADS sont similaires à ceux de la construction d'un système LSFO. Comme indiqué précédemment, bien que le système EADS nécessite des équipements de traitement et de conditionnement du sulfate d'ammonium, les installations de préparation des réactifs associées au système LSFO ne sont pas requises pour le broyage, la manutention et le transport.
L'avantage le plus distinctif du procédé EADS réside dans l'élimination des déchets liquides et solides. Ce procédé ne génère aucun rejet liquide, ce qui signifie qu'aucun traitement des eaux usées n'est nécessaire. Le sulfate d'ammonium, sous-produit solide, est facilement commercialisable ; il s'agit de l'engrais et du composant d'engrais le plus utilisé au monde, et la croissance du marché mondial est attendue jusqu'en 2030. De plus, bien que la fabrication du sulfate d'ammonium nécessite une centrifugeuse, un séchoir, un convoyeur et des équipements d'emballage, ces éléments sont disponibles dans le commerce. Selon la conjoncture économique et les conditions du marché, l'engrais à base de sulfate d'ammonium peut compenser les coûts de la désulfuration des gaz de combustion à l'ammoniac et potentiellement générer un profit substantiel.
| Schéma d'un procédé efficace de désulfuration de l'ammoniac |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd est l'un des plus importants fournisseurs de solutions de nouveaux matériaux céramiques en carbure de silicium en Chine. Céramique technique SiC : dureté Mohs de 9 (nouvelle dureté Mohs : 13), excellente résistance à l'érosion et à la corrosion, à l'abrasion et à l'oxydation. La durée de vie des produits en SiC est 4 à 5 fois supérieure à celle des matériaux à 92 % d'alumine. Le module de rupture (MOR) du RBSiC est 5 à 7 fois supérieur à celui du SNBSC, ce qui permet la fabrication de formes plus complexes. Le processus de devis est rapide, la livraison est effectuée dans les délais et la qualité est irréprochable. Nous nous efforçons constamment de dépasser nos objectifs et de contribuer au bien-être de la société.







