Kiselkarbid FGD-munstycke för avsvavling i kraftverk




Absorberingsmunstycken för rökgasavsvavling (FGD)
Avlägsnande av svaveloxider, vanligtvis kallade SOx, från avgaser med hjälp av ett alkaliskt reagens, såsom en våt kalkstensuppslamning.
När fossila bränslen används i förbränningsprocesser för att driva pannor, ugnar eller annan utrustning kan de frigöra SO2 eller SO3 som en del av avgaserna. Dessa svaveloxider reagerar lätt med andra element och bildar skadliga föreningar som svavelsyra, och de kan potentiellt påverka människors hälsa och miljön negativt. På grund av dessa potentiella effekter är kontroll av denna förening i rökgaser en viktig del av koleldade kraftverk och andra industriella tillämpningar.
På grund av risk för erosion, igensättning och ansamling är ett av de mest tillförlitliga systemen för att kontrollera dessa utsläpp en öppen tornprocess för våt rökgasavsvavling (FGD) med kalksten, hydratiserad kalk, havsvatten eller annan alkalisk lösning. Sprutmunstycken kan effektivt och tillförlitligt distribuera dessa uppslamningar i absorptionstorn. Genom att skapa enhetliga mönster av droppar av rätt storlek kan dessa munstycken effektivt skapa den yta som behövs för korrekt absorption samtidigt som de minimerar indragning av skrubblösningen i rökgasen.


Val av FGD-absorberingsmunstycke:
Viktiga faktorer att beakta:
Skrubbmediets densitet och viskositet
Nödvändig droppstorlek
Rätt droppstorlek är avgörande för att säkerställa korrekt absorptionshastighet
Munstycksmaterial
Eftersom rökgasen ofta är korrosiv och skrubbvätskan ofta är en uppslamning med hög torrsubstanshalt och slipande egenskaper, är det viktigt att välja lämpligt korrosions- och slitstarkt material.
Motståndskraft mot igensättning av munstycken
Eftersom skrubbvätskan ofta är en uppslamning med hög torrhalt är det viktigt att välja munstycke med hänsyn till igensättningsmotstånd.
Munstyckens sprutmönster och placering
För att säkerställa korrekt absorption är det viktigt med fullständig täckning av gasströmmen utan bypass och tillräcklig uppehållstid.
Munstycksanslutningens storlek och typ
Nödvändiga flödeshastigheter för skrubbvätska
Tillgängligt tryckfall (∆P) över munstycket
∆P = matningstryck vid munstyckets inlopp – processtryck utanför munstycket
Våra erfarna ingenjörer kan hjälpa dig att avgöra vilket munstycke som fungerar enligt dina önskemål, med hänsyn till dina designdetaljer.
Vanliga användningsområden och industrier för FGD-absorberingsmunstycken:
Kolkraftverk och andra fossila kraftverk
Petroleumraffinaderier
Kommunala avfallsförbränningsanläggningar
Cementugnar
Metallsmältverk
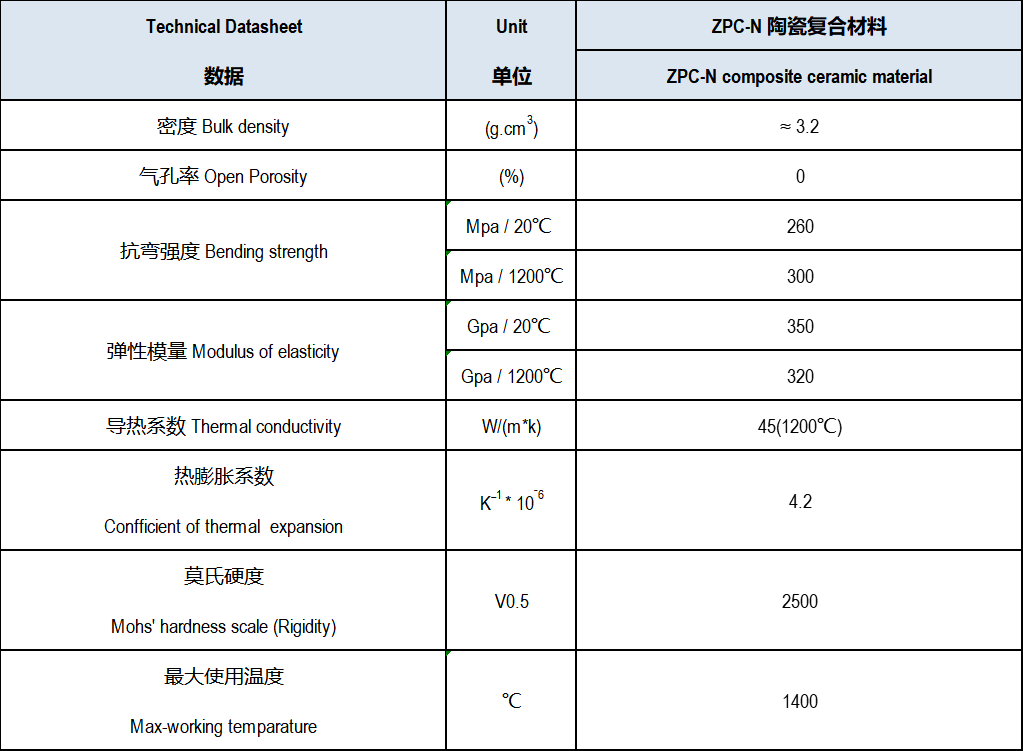
SiC-materialdatablad
Nackdelar med kalk/kalksten
Som visas i figur 1 inkluderar FGD-system som använder kalk/kalkstenspåverkad oxidation (LSFO) tre huvudsakliga delsystem:
- Reagensberedning, hantering och förvaring
- Absorberingskärl
- Hantering av avfall och biprodukter
Reagensberedning består av att krossad kalksten (CaCO3) transporteras från en lagringssilo till en omrörd matartank. Den resulterande kalkstensslamningen pumpas sedan till absorberingskärlet tillsammans med pannans rökgas och oxiderande luft. Sprutmunstycken levererar fina droppar av reagens som sedan flödar motströms till den inkommande rökgasen. SO2 i rökgasen reagerar med det kalciumrika reagenset för att bilda kalciumsulfit (CaSO3) och CO2. Luften som förs in i absorbatorn främjar oxidationen av CaSO3 till CaSO4 (dihydratform).
De grundläggande LSFO-reaktionerna är:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Den oxiderade uppslamningen samlas i botten av absorbatorn och återvinns sedan tillsammans med färskt reagens tillbaka till sprutmunstyckenas samlingsrör. En del av återvinningsströmmen leds till avfalls-/biprodukthanteringssystemet, som vanligtvis består av hydrocykloner, trum- eller bandfilter och en omrörd avloppsvatten-/vätsketank. Avloppsvatten från hålltanken återvinns tillbaka till kalkstensreagensmatningstank eller till en hydrocyklon där överflödet avlägsnas som utloppsvatten.
| Schematisk diagram över typisk våtskrubbningsprocess med forcerad oxidation av kalk/kalksten |
 |
Våta LSFO-system kan vanligtvis uppnå SO2-borttagningseffektiviteter på 95–97 procent. Att nå nivåer över 97,5 procent för att uppfylla kraven på utsläppskontroll är dock svårt, särskilt för anläggningar som använder högsvavligt kol. Magnesiumkatalysatorer kan tillsättas eller så kan kalkstenen kalcineras till kalk med högre reaktivitet (CaO), men sådana modifieringar innebär ytterligare anläggningsutrustning och tillhörande arbets- och energikostnader. Till exempel kräver kalcinering till kalk installation av en separat kalkugn. Kalk fälls också lätt ut och detta ökar risken för bildning av avlagringar i skrubbern.
Kostnaden för kalcinering med en kalkugn kan minskas genom att direkt injicera kalksten i pannans ugn. I denna metod transporteras kalken som genereras i pannan med rökgasen in i skrubbern. Möjliga problem inkluderar pannnedsmutsning, störningar i värmeöverföringen och kalkinaktivering på grund av överbränning i pannan. Dessutom minskar kalken flödestemperaturen för smält aska i koleldade pannor, vilket resulterar i fasta avlagringar som annars inte skulle uppstå.
Flytande avfall från LSFO-processen leds vanligtvis till stabiliseringsdammar tillsammans med flytande avfall från andra delar av kraftverket. Det våta flytande avfallsvattnet från FGD kan vara mättat med sulfit- och sulfatföreningar och miljöhänsyn begränsar vanligtvis dess utsläpp till floder, vattendrag eller andra vattendrag. Dessutom kan återvinning av avloppsvatten/vätska tillbaka till skrubbern leda till ansamling av lösta natrium-, kalium-, kalcium-, magnesium- eller kloridsalter. Dessa ämnen kan så småningom kristallisera om inte tillräcklig avblödning tillhandahålls för att hålla de lösta saltkoncentrationerna under mättnad. Ett ytterligare problem är den långsamma sedimenteringshastigheten för avfallsfasta ämnen, vilket resulterar i behovet av stora stabiliseringsdammar med hög volym. Under typiska förhållanden kan det sedimenterade lagret i en stabiliseringsdamm innehålla 50 procent eller mer flytande fas även efter flera månaders lagring.
Kalciumsulfatet som återvinns från absorbatoråtervinningsslammet kan ha en hög halt av oreagerad kalksten och kalciumsulfitaska. Dessa föroreningar kan förhindra att kalciumsulfatet säljs som syntetisk gips för användning i tillverkning av gipsskivor, puts och cement. Oreagerad kalksten är den dominerande föroreningen i syntetisk gips och det är också en vanlig förorening i naturligt (utvunnet) gips. Även om kalksten i sig inte stör egenskaperna hos gipsskivornas slutprodukter, orsakar dess slipande egenskaper slitageproblem för processutrustning. Kalciumsulfit är en oönskad förorening i all gips eftersom dess fina partikelstorlek orsakar problem med avlagringar och andra bearbetningsproblem, såsom kaktvättning och avvattning.
Om de fasta ämnen som genereras i LSFO-processen inte är kommersiellt säljbara som syntetisk gips, utgör detta ett betydande problem med avfallshanteringen. För en 1000 MW-panna som eldar med 1 procent svavelhaltigt kol är mängden gips cirka 550 ton (kort)/dag. För samma anläggning som eldar med 2 procent svavelhaltigt kol ökar gipsproduktionen till cirka 1100 ton/dag. Om man lägger till cirka 1000 ton/dag för flygaskaproduktion, blir det totala tonnaget fast avfall cirka 1550 ton/dag för fallet med 1 procent svavelhaltigt kol och 2100 ton/dag för fallet med 2 procent svavelhaltigt kol.
EADS-fördelar
Ett beprövat teknologiskt alternativ till LSFO-skrubning ersätter kalksten med ammoniak som reagens för SO2-borttagning. Komponenterna för malning, lagring, hantering och transport av fast reagens i ett LSFO-system ersätts av enkla lagringstankar för vattenhaltig eller vattenfri ammoniak. Figur 2 visar ett flödesschema för EADS-systemet från JET Inc.
Ammoniak, rökgas, oxiderande luft och processvatten kommer in i en absorber som innehåller flera nivåer av sprutmunstycken. Munstyckena genererar fina droppar av ammoniakhaltigt reagens för att säkerställa nära kontakt mellan reagenset och den inkommande rökgasen enligt följande reaktioner:
(1) SO2 + 2NH3 + H2O → (NH4)2S03
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 i rökgasströmmen reagerar med ammoniak i den övre halvan av kärlet för att producera ammoniumsulfit. Botten av absorbatorkärlet fungerar som en oxidationstank där luft oxiderar ammoniumsulfiten till ammoniumsulfat. Den resulterande ammoniumsulfatlösningen pumpas tillbaka till sprutmunstyckenas samlingsrör på flera nivåer i absorbatorn. Innan den skrubbade rökgasen lämnar toppen av absorbatorn passerar den genom en demister som koalescerar eventuella medföljande vätskedroppar och fångar upp fina partiklar.
Ammoniakreaktionen med SO2 och sulfitoxidationen till sulfat ger en hög reagensutnyttjandegrad. För varje pund ammoniak som förbrukas produceras fyra pund.
Precis som med LSFO-processen kan en del av reagens-/produktåtervinningsströmmen utvinnas för att producera en kommersiell biprodukt. I EADS-systemet pumpas uttagsproduktlösningen till ett system för återvinning av fasta ämnen bestående av en hydrocyklon och centrifug för att koncentrera ammoniumsulfatprodukten före torkning och förpackning. Alla vätskor (hydrocyklonöverlopp och centrifugkoncentrat) leds tillbaka till en uppslamningstank och återinförs sedan i absorberande ammoniumsulfatåtervinningsström.

- EADS-system ger högre effektivitet i borttagning av SO2 (>99 %), vilket ger kolkraftverk större flexibilitet att blanda billigare kol med högre svavelhalt.
- Medan LSFO-system skapar 0,7 ton CO2 för varje ton SO2 som avlägsnas, producerar EADS-processen ingen CO2.
- Eftersom kalk och kalksten är mindre reaktiva jämfört med ammoniak för SO2-borttagning krävs högre processvattenförbrukning och pumpenergi för att uppnå höga cirkulationshastigheter. Detta resulterar i högre driftskostnader för LSFO-system.
- Kapitalkostnaderna för EADS-system liknar de för att konstruera ett LSFO-system. Som nämnts ovan, medan EADS-systemet kräver utrustning för bearbetning och förpackning av ammoniumsulfatbiprodukter, krävs inte de reagensberedningsanläggningar som är förknippade med LSFO för malning, hantering och transport.
Den mest utmärkande fördelen med EADS är elimineringen av både flytande och fast avfall. EADS-tekniken är en process utan vätskeutsläpp, vilket innebär att ingen avloppsrening krävs. Den fasta ammoniumsulfatbiprodukten är lätt att sälja; ammoniaksulfat är det mest använda gödningsmedlet och gödningsmedelskomponenten i världen, med en global marknadstillväxt som förväntas fram till 2030. Dessutom, även om tillverkningen av ammoniumsulfat kräver en centrifug, torkmaskin, transportband och förpackningsutrustning, är dessa artiklar icke-proprietära och kommersiellt tillgängliga. Beroende på ekonomiska och marknadsmässiga förhållanden kan ammoniumsulfatgödselmedlet kompensera kostnaderna för ammoniakbaserad rökgasavsvavling och potentiellt ge en betydande vinst.
| Schematisk bild av effektiv ammoniakavvavlingsprocess |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd är en av de största nya materiallösningarna för kiselkarbidkeramer i Kina. Teknisk SiC-keramik: Moh-hårdheten är 9 (ny Moh-hårdhet är 13), med utmärkt motståndskraft mot erosion och korrosion, utmärkt nötningsbeständighet och antioxidation. SiC-produkternas livslängd är 4 till 5 gånger längre än material med 92 % aluminiumoxid. MOR för RBSiC är 5 till 7 gånger högre än för SNBSC, vilket gör dem användbara för mer komplexa former. Offertprocessen är snabb, leveransen är som utlovat och kvaliteten är oöverträffad. Vi utmanar alltid våra mål och ger våra hjärtan tillbaka till samhället.







