発電所の脱硫用シリコンカーバイドFGDノズル




排ガス脱硫(FGD)吸収ノズル
湿式石灰石スラリーなどのアルカリ試薬を使用して、排気ガスから一般に SOx と呼ばれる硫黄酸化物を除去します。
化石燃料をボイラー、炉、その他の機器の燃焼プロセスに利用する場合、排ガス中にSO2またはSO3が排出される可能性があります。これらの硫黄酸化物は他の元素と容易に反応し、硫酸などの有害な化合物を形成し、人体や環境に悪影響を及ぼす可能性があります。こうした潜在的な影響のため、石炭火力発電所をはじめとする産業用途では、排ガス中のSO2またはSO3の制御が不可欠です。
浸食、目詰まり、堆積の懸念から、これらの排出物を制御する最も信頼性の高いシステムの一つは、石灰石、消石灰、海水、またはその他のアルカリ溶液を用いた開放塔式湿式排ガス脱硫(FGD)プロセスです。スプレーノズルは、これらのスラリーを吸収塔に効果的かつ確実に分配することができます。適切なサイズの液滴を均一に散布することで、これらのノズルは適切な吸収に必要な表面積を効果的に確保しながら、排ガスへの洗浄液の混入を最小限に抑えることができます。


FGD吸収ノズルの選択:
考慮すべき重要な要素:
洗浄媒体の密度と粘度
必要な液滴サイズ
適切な吸収率を確保するには、正しい液滴サイズが不可欠です。
ノズル材質
排気ガスは腐食性であることが多く、洗浄液は固形分が多く研磨性のあるスラリーであることが多いため、適切な耐腐食性と耐摩耗性材料を選択することが重要です。
ノズル詰まり耐性
洗浄液は固形分含有量の高いスラリーであることが多いため、詰まり耐性を考慮したノズルの選択が重要です。
ノズルのスプレーパターンと配置
適切な吸収を確実にするためには、バイパスなしでガス流を完全にカバーし、十分な滞留時間を確保することが重要である。
ノズル接続のサイズとタイプ
必要な洗浄液流量
ノズル全体の圧力降下(∆P)
∆P = ノズル入口の供給圧力 – ノズル外側のプロセス圧力
当社の経験豊富なエンジニアが、お客様の設計詳細に応じてどのノズルが要求通りに機能するかを判断するお手伝いをいたします。
一般的なFGD吸収ノズルの用途と業界:
石炭およびその他の化石燃料発電所
石油精製所
都市ごみ焼却炉
セメント窯
金属精錬所
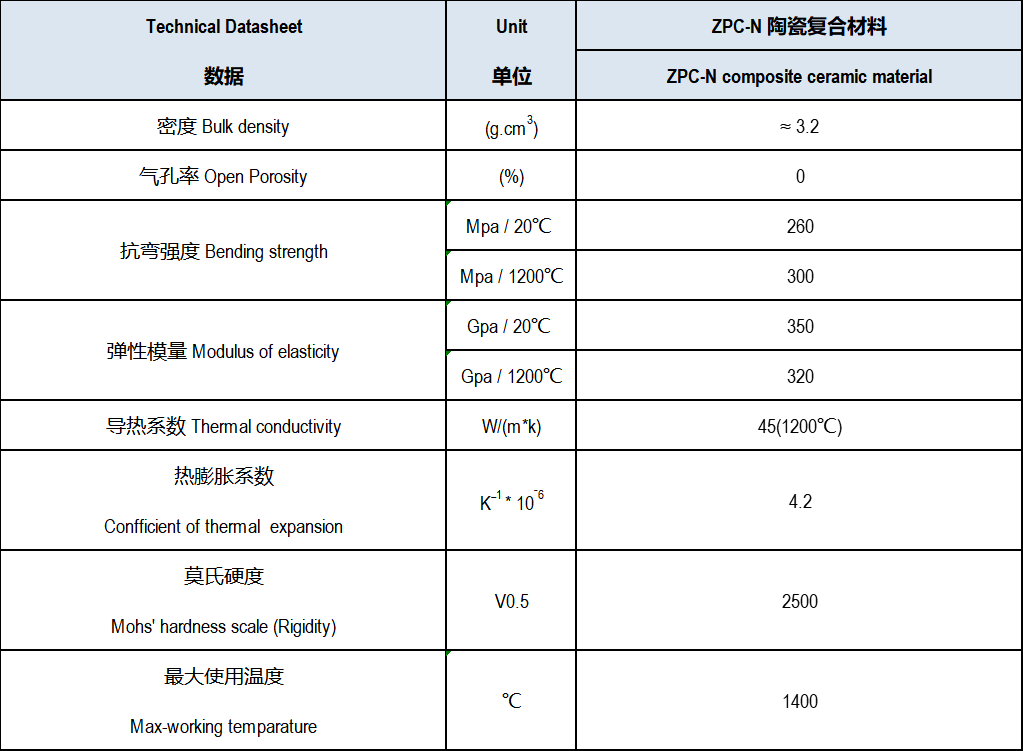
SiC材料データシート
石灰/石灰岩の欠点
図 1 に示すように、石灰/石灰石強制酸化 (LSFO) を採用した FGD システムには、3 つの主要なサブシステムが含まれます。
- 試薬の調製、取り扱い、保管
- 吸収容器
- 廃棄物および副産物の処理
試薬調製は、粉砕された石灰石(CaCO3)を貯蔵サイロから撹拌供給タンクへ移送することから始まります。得られた石灰石スラリーは、ボイラーの排ガスおよび酸化空気とともに吸収槽へポンプで送られます。スプレーノズルから微細な試薬液滴が噴射され、流入する排ガスと向流で流れます。排ガス中のSO2はカルシウムを多く含む試薬と反応し、亜硫酸カルシウム(CaSO3)とCO2を生成します。吸収槽に導入された空気は、CaSO3からCaSO4(二水和物)への酸化を促進します。
基本的な LSFO 反応は次のとおりです。
CaCO3 + SO2 → CaSO3 + CO2・2H2O
酸化スラリーは吸収塔の底部に集まり、その後、新鮮な試薬と共にスプレーノズルヘッダーへ再循環されます。再循環流の一部は、廃棄物/副産物処理システムに送られます。このシステムは通常、ハイドロサイクロン、ドラムフィルターまたはベルトフィルター、そして撹拌式廃水/廃液貯留タンクで構成されています。貯留タンクからの廃水は、石灰石試薬供給タンクまたはハイドロサイクロンへ再循環され、そこでオーバーフロー液が排水として除去されます。
| 典型的な石灰/石灰石強制酸化湿式洗浄プロセスの概略図 |
 |
湿式LSFOシステムは通常、95~97%のSO2除去効率を達成できます。しかし、排出規制要件を満たす97.5%を超えるレベルを達成することは困難であり、特に硫黄含有量の高い石炭を使用するプラントでは困難です。マグネシウム触媒を添加したり、石灰石を焼成して反応性の高い石灰(CaO)にしたりすることも可能ですが、こうした改造にはプラント設備の追加が必要となり、人件費と電力費もかさみます。例えば、石灰を得るには、別途石灰窯を設置する必要があります。また、石灰は沈殿しやすいため、スクラバー内でスケール堆積が発生する可能性が高くなります。
石灰窯による焼成コストは、石灰石をボイラー炉に直接注入することで削減できます。この方法では、ボイラーで生成された石灰が排ガスとともにスクラバーに運ばれます。発生する可能性のある問題としては、ボイラーの汚れ、伝熱阻害、ボイラー内での過燃焼による石灰の不活性化などがあります。さらに、石灰は石炭火力ボイラーの溶融灰の流動温度を低下させ、本来であれば発生しない固形物の堆積を引き起こします。
LSFO プロセスからの液体廃棄物は通常、発電所の他の部分からの液体廃棄物とともに安定化池に送られます。湿式 FGD 液体排出物は亜硫酸塩および硫酸塩化合物で飽和している可能性があるため、環境への配慮から、通常は河川、小川、またはその他の水路への放出が制限されています。また、廃水/廃液をスクラバーに再循環すると、溶解したナトリウム、カリウム、カルシウム、マグネシウム、または塩化物の塩が蓄積する可能性があります。溶解塩の濃度を飽和未満に保つために十分な排出が提供されない限り、これらの種は最終的に結晶化する可能性があります。さらに、廃棄物固体の沈降速度が遅いという問題があり、このため大規模で大容量の安定化池が必要になります。一般的な状況では、安定化池の沈殿層には、数か月保管した後でも 50 パーセント以上の液相が含まれることがあります。
吸収塔リサイクルスラリーから回収された硫酸カルシウムには、未反応の石灰石と亜硫酸カルシウム灰が多く含まれる場合があります。これらの汚染物質は、硫酸カルシウムを合成石膏として販売し、壁板、漆喰、セメント製造に使用できない原因となります。未反応の石灰石は合成石膏に含まれる主要な不純物であり、天然(採掘)石膏にも一般的に含まれる不純物です。石灰石自体は壁板の最終製品の特性に影響を与えませんが、その研磨性により加工設備の摩耗問題を引き起こします。亜硫酸カルシウムは、粒子径が微細であるため、スケール付着やケーキ洗浄、脱水などの加工工程で問題が発生するため、あらゆる石膏において望ましくない不純物です。
LSFOプロセスで生成される固形物が合成石膏として商業的に販売できない場合、廃棄物処理に大きな問題が生じます。1%硫黄炭を燃焼する1000MWのボイラーでは、石膏の生産量は約550トン/日です。同じプラントで2%硫黄炭を燃焼すると、石膏の生産量は約1100トン/日に増加します。フライアッシュ生産量約1000トン/日を加えると、固形廃棄物の総量は、1%硫黄炭の場合は約1550トン/日、2%硫黄炭の場合は約2100トン/日となります。
EADSの利点
LSFOスクラビングに代わる実証済みの技術として、SO2除去試薬として石灰石の代わりにアンモニアを使用するものがあります。LSFOシステムにおける固体試薬の粉砕、貯蔵、取り扱い、輸送といった構成要素は、水性または無水アンモニア用のシンプルな貯蔵タンクに置き換えられます。図2は、JET Inc.が提供するEADSシステムのフロー図を示しています。
アンモニア、排ガス、酸化空気、プロセス水は、複数段のスプレーノズルを備えた吸収塔に入ります。ノズルはアンモニア含有試薬の微細な液滴を生成し、以下の反応に従って試薬と流入する排ガスを密接に接触させます。
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
排ガス中のSO2は容器上部でアンモニアと反応し、亜硫酸アンモニウムを生成します。吸収塔底部は酸化タンクとして機能し、空気によって亜硫酸アンモニウムが硫酸アンモニウムに酸化されます。生成された硫酸アンモニウム溶液は、吸収塔内の複数のレベルにあるスプレーノズルヘッダーにポンプで戻されます。洗浄された排ガスは、吸収塔上部から排出される前にデミスターを通過し、そこで混入した液滴が凝集し、微粒子が捕捉されます。
アンモニアとSO2の反応、および亜硫酸塩の硫酸塩への酸化により、高い試薬利用率が達成されます。消費されるアンモニア1ポンドにつき、4ポンドの硫酸アンモニウムが生成されます。
LSFOプロセスと同様に、試薬/生成物リサイクルストリームの一部を抜き出し、商用副産物を生産することができます。EADSシステムでは、取り出した生成物溶液は、ハイドロサイクロンと遠心分離機で構成される固形物回収システムにポンプで送られ、乾燥および包装前に硫酸アンモニウム生成物を濃縮します。すべての液体(ハイドロサイクロンオーバーフロー液および遠心分離機濃縮液)はスラリータンクに戻され、その後、吸収塔の硫酸アンモニウムリサイクルストリームに再導入されます。

- EADS システムは、より高い SO2 除去効率 (>99%) を提供し、石炭火力発電所に、より安価で硫黄含有量の高い石炭を混合する柔軟性を提供します。
- LSFO システムでは、除去される SO2 1 トンごとに 0.7 トンの CO2 が生成されますが、EADS プロセスでは CO2 は生成されません。
- 石灰と石灰石はSO2除去においてアンモニアに比べて反応性が低いため、高い循環速度を達成するにはより多くのプロセス水消費量とポンプエネルギーが必要になります。その結果、LSFOシステムの運用コストが高くなります。
- EADSシステムの資本コストは、LSFOシステムの建設コストとほぼ同じです。前述のように、EADSシステムには硫酸アンモニウム副産物の処理および包装設備が必要ですが、LSFOに関連する試薬調製設備は、粉砕、取り扱い、輸送には必要ありません。
EADSの最大の利点は、液体廃棄物と固体廃棄物の両方を排除できることです。EADS技術は液体排出ゼロのプロセスであり、廃水処理は不要です。副産物として得られる固体の硫酸アンモニウムは容易に市場化可能です。硫酸アンモニウムは世界で最も利用されている肥料および肥料成分であり、2030年まで世界市場の成長が見込まれています。さらに、硫酸アンモニウムの製造には遠心分離機、乾燥機、コンベア、包装設備が必要ですが、これらの設備は汎用性が高く、市販されています。経済状況や市場状況によっては、硫酸アンモニウム肥料はアンモニアベースの排ガス脱硫のコストを相殺し、大きな利益をもたらす可能性があります。
| 効率的なアンモニア脱硫プロセスの概略図 |
 |


山東中鵬特殊セラミックス株式会社は、中国最大級の炭化ケイ素セラミック新素材ソリューションを提供する企業の一つです。SiCテクニカルセラミック:モース硬度9(新モース硬度13)で、優れた耐侵食性、耐摩耗性、耐酸化性を備えています。SiC製品の耐用年数は、92%アルミナ材料の4~5倍です。RBSiCのMORはSNBSCの5~7倍で、より複雑な形状にも対応できます。見積りは迅速、納期は約束通り、品質は他に類を見ません。私たちは常に目標に挑戦し続け、社会に貢献することをお約束します。







