Silisiumkarbid FGD-dyse for avsvovling i kraftverk




Absorberdyser for avsvovling av røykgass (FGD)
Fjerning av svoveloksider, ofte referert til som SOx, fra avgasser ved hjelp av et alkalisk reagens, for eksempel en våt kalksteinsoppslemming.
Når fossilt brensel brukes i forbrenningsprosesser for å drive kjeler, ovner eller annet utstyr, kan de potensielt frigjøre SO2 eller SO3 som en del av eksosgassen. Disse svoveloksidene reagerer lett med andre elementer og danne skadelige forbindelser som svovelsyre, og de kan potensielt påvirke menneskers helse og miljøet negativt. På grunn av disse potensielle effektene er kontroll av denne forbindelsen i røykgasser en viktig del av kullkraftverk og andre industrielle applikasjoner.
På grunn av bekymringer for erosjon, plugging og oppbygging, er et av de mest pålitelige systemene for å kontrollere disse utslippene en åpen-tårn våt røykgassavsvovlingsprosess (FGD) som bruker kalkstein, hydrert kalk, sjøvann eller annen alkalisk løsning. Sprøytedyser er i stand til å effektivt og pålitelig fordele disse slammene i absorpsjonstårn. Ved å lage ensartede mønstre av dråper i riktig størrelse, er disse dysene i stand til å effektivt skape overflatearealet som trengs for riktig absorpsjon, samtidig som de minimerer medrivning av skrubbeløsningen i røykgassen.


Valg av en FGD-absorberingsdyse:
Viktige faktorer å vurdere:
Skrubbemediets tetthet og viskositet
Nødvendig dråpestørrelse
Riktig dråpestørrelse er viktig for å sikre riktig absorpsjonshastighet
Dysemateriale
Ettersom røykgassen ofte er korrosiv og skrubbevæsken ofte er en oppslemming med høyt tørrstoffinnhold og slipende egenskaper, er det viktig å velge riktig korrosjons- og slitebestandig materiale.
Motstand mot tilstopping av dyser
Siden skrubbevæsken ofte er en oppslemming med høyt faststoffinnhold, er det viktig å velge dyse med tanke på motstand mot tilstopping.
Dysesprøytemønster og plassering
For å sikre riktig absorpsjon er det viktig med fullstendig dekning av gasstrømmen uten bypass og tilstrekkelig oppholdstid.
Størrelse og type på dysetilkobling
Nødvendige strømningshastigheter for skrubbevæske
Tilgjengelig trykkfall (∆P) over dysen
∆P = tilførselstrykk ved dyseinnløp – prosesstrykk utenfor dysen
Våre erfarne ingeniører kan hjelpe deg med å bestemme hvilken dyse som vil fungere som kreves med dine designdetaljer
Vanlige bruksområder og bransjer for FGD-absorberingsdyser:
Kullkraftverk og andre fossile kraftverk
Petroleumsraffinerier
Kommunale avfallsforbrenningsanlegg
Sementovner
Metallsmelteverk
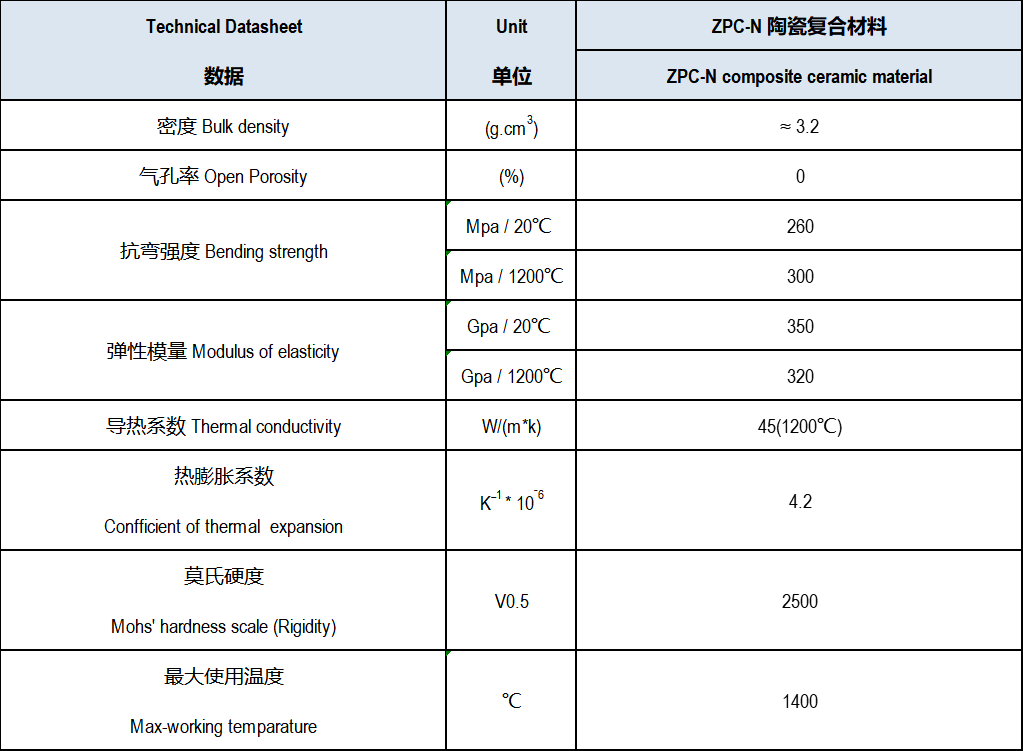
SiC-materialedatablad
Ulemper med kalk/kalkstein
Som vist i figur 1, inkluderer FGD-systemer som benytter kalk/kalkstein-tvungen oksidasjon (LSFO) tre hoveddelsystemer:
- Reagensforberedelse, håndtering og oppbevaring
- Absorberbeholder
- Håndtering av avfall og biprodukter
Reagensforberedelse består av å transportere knust kalkstein (CaCO3) fra en lagringssilo til en omrørt matetank. Den resulterende kalksteinslammen pumpes deretter til absorberbeholderen sammen med kjelens røykgass og oksiderende luft. Sprøytedyser leverer fine dråper reagens som deretter strømmer motstrøms til den innkommende røykgassen. SO2 i røykgassen reagerer med det kalsiumrike reagenset for å danne kalsiumsulfitt (CaSO3) og CO2. Luften som føres inn i absorberen fremmer oksidasjon av CaSO3 til CaSO4 (dihydratform).
De grunnleggende LSFO-reaksjonene er:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Den oksiderte slammet samles i bunnen av absorberen og resirkuleres deretter sammen med ferskt reagens tilbake til sprøytedysehodene. En del av resirkuleringsstrømmen trekkes tilbake til avfalls-/biprodukthåndteringssystemet, som vanligvis består av hydrosykloner, trommel- eller beltefiltre og en omrørt avløpsvann-/væskeoppbevaringstank. Avløpsvann fra oppbevaringstanken resirkuleres tilbake til kalksteinreagensmatingstanken eller til en hydrosyklon hvor overløpet fjernes som avløpsvann.
| Typisk skjematisk diagram for våtskrubbingsprosess med tvungen oksidasjon av kalk/kalkstein |
 |
Våte LSFO-systemer kan vanligvis oppnå SO2-fjerningseffektivitet på 95–97 prosent. Det er imidlertid vanskelig å nå nivåer over 97,5 prosent for å oppfylle krav til utslippskontroll, spesielt for anlegg som bruker kull med høyt svovelinnhold. Magnesiumkatalysatorer kan tilsettes, eller kalksteinen kan kalsineres til kalk med høyere reaktivitet (CaO), men slike modifikasjoner innebærer ekstra anleggsutstyr og tilhørende arbeids- og strømkostnader. For eksempel krever kalsinering til kalk installasjon av en separat kalkovn. Kalk utfelles også lett, og dette øker potensialet for dannelse av avleiringer i skrubberen.
Kostnaden for kalsinering med en kalkovn kan reduseres ved å injisere kalkstein direkte i kjeleovnen. I denne tilnærmingen føres kalken som genereres i kjelen med røykgassen inn i skrubberen. Mulige problemer inkluderer tilsmussing av kjelen, forstyrrelse av varmeoverføring og kalkinaktivering på grunn av overbrenning i kjelen. Dessuten reduserer kalken strømningstemperaturen til smeltet aske i kullfyrte kjeler, noe som resulterer i faste avleiringer som ellers ikke ville oppstått.
Flytende avfall fra LSFO-prosessen ledes vanligvis til stabiliseringsdammer sammen med flytende avfall fra andre steder i kraftverket. Det våte flytende FGD-avløpet kan være mettet med sulfitt- og sulfatforbindelser, og miljøhensyn begrenser vanligvis utslippet til elver, bekker eller andre vassdrag. Resirkulering av avløpsvann/væske tilbake til skrubberen kan også føre til oppbygging av oppløste natrium-, kalium-, kalsium-, magnesium- eller kloridsalter. Disse artene kan til slutt krystallisere med mindre det gis tilstrekkelig avblødning til å holde konsentrasjonene av oppløste salt under metning. Et ytterligere problem er den langsomme sedimentasjonshastigheten for avfallsstoffer, noe som resulterer i behov for store stabiliseringsdammer med høyt volum. Under typiske forhold kan det sedimenterte laget i et stabiliseringsdam inneholde 50 prosent eller mer flytende fase selv etter flere måneders lagring.
Kalsiumsulfatet som utvinnes fra resirkuleringsoppslemmingen fra absorberen kan ha et høyt innhold av ureagert kalkstein og kalsiumsulfittaske. Disse forurensningene kan forhindre at kalsiumsulfatet selges som syntetisk gips til bruk i produksjon av gipsplater, puss og sement. Ureagert kalkstein er den dominerende urenheten som finnes i syntetisk gips, og det er også en vanlig urenhet i naturlig (utvunnet) gips. Selv om kalkstein i seg selv ikke forstyrrer egenskapene til sluttproduktene av gipsplater, gir dens slipende egenskaper slitasjeproblemer for prosesseringsutstyr. Kalsiumsulfitt er en uønsket urenhet i all gips, ettersom den fine partikkelstørrelsen forårsaker problemer med avskalling og andre prosesseringsproblemer som kakevask og avvanning.
Hvis de faste stoffene som genereres i LSFO-prosessen ikke kan markedsføres kommersielt som syntetisk gips, utgjør dette et betydelig avfallsproblem. For en 1000 MW kjele som fyrer med 1 prosent svovelkull, er mengden gips omtrent 550 tonn (short)/dag. For det samme anlegget som fyrer med 2 prosent svovelkull, øker gipsproduksjonen til omtrent 1100 tonn/dag. Legger man til rundt 1000 tonn/dag for flyveaskeproduksjon, bringer dette den totale tonnasjen med fast avfall til omtrent 1550 tonn/dag for tilfellet med 1 prosent svovelkull og 2100 tonn/dag for tilfellet med 2 prosent svovel.
EADS-fordeler
Et velprøvd teknologisk alternativ til LSFO-skrubbing erstatter kalkstein med ammoniakk som reagens for fjerning av SO2. Komponentene for maling, lagring, håndtering og transport av fast reagens i et LSFO-system erstattes av enkle lagringstanker for vandig eller vannfri ammoniakk. Figur 2 viser et flytskjema for EADS-systemet levert av JET Inc.
Ammoniakk, røykgass, oksiderende luft og prosessvann kommer inn i en absorber som inneholder flere nivåer med sprøytedyser. Dysene genererer fine dråper av ammoniakkholdig reagens for å sikre tett kontakt mellom reagensen og den innkommende røykgassen i henhold til følgende reaksjoner:
(1) S02 + 2NH3 + H2O → (NH4)2S03
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 i røykgassstrømmen reagerer med ammoniakk i den øvre halvdelen av beholderen for å produsere ammoniumsulfitt. Bunnen av absorberbeholderen fungerer som en oksidasjonstank hvor luft oksiderer ammoniumsulfitten til ammoniumsulfat. Den resulterende ammoniumsulfatløsningen pumpes tilbake til sprøytedysehodene på flere nivåer i absorberen. Før den skrubbede røykgassen forlater toppen av absorberen, passerer den gjennom en duggrenser som samler eventuelle medrevne væskedråper og fanger opp fine partikler.
Ammoniakkreaksjonen med SO2 og sulfittoksidasjonen til sulfat oppnår en høy reagensutnyttelsesgrad. Det produseres fire pund ammoniumsulfat for hvert pund ammoniakk som forbrukes.
Som med LSFO-prosessen kan en del av reagens-/produktresirkuleringsstrømmen tas ut for å produsere et kommersielt biprodukt. I EADS-systemet pumpes uttaksproduktløsningen til et system for gjenvinning av faste stoffer som består av en hydrosyklon og sentrifuge for å konsentrere ammoniumsulfatproduktet før tørking og pakking. Alle væsker (hydrosyklonoverløp og sentrifugekonsentrat) ledes tilbake til en oppslemmingstank og deretter introduseres på nytt i absorber-ammoniumsulfatresirkuleringsstrømmen.

- EADS-systemer gir høyere SO2-fjerningseffektivitet (>99 %), noe som gir kullkraftverk mer fleksibilitet til å blande billigere kull med høyere svovelinnhold.
- Mens LSFO-systemer produserer 0,7 tonn CO2 for hvert tonn SO2 som fjernes, produserer EADS-prosessen ingen CO2.
- Fordi kalk og kalkstein er mindre reaktive sammenlignet med ammoniakk for fjerning av SO2, kreves det høyere prosessvannforbruk og pumpeenergi for å oppnå høye sirkulasjonsrater. Dette resulterer i høyere driftskostnader for LSFO-systemer.
- Kapitalkostnadene for EADS-systemer er lik de for konstruksjon av et LSFO-system. Som nevnt ovenfor, krever EADS-systemet utstyr for behandling og emballering av biprodukter fra ammoniumsulfat, men reagensforberedelsesanleggene som er tilknyttet LSFO, er ikke nødvendige for maling, håndtering og transport.
Den mest karakteristiske fordelen med EADS er elimineringen av både flytende og fast avfall. EADS-teknologien er en prosess uten væskeutslipp, som betyr at det ikke kreves noen avløpsrensing. Det faste ammoniumsulfatbiproduktet er lett markedsførbart; ammoniumsulfat er den mest brukte gjødselen og gjødselkomponenten i verden, med forventet verdensomspennende markedsvekst frem til 2030. I tillegg krever produksjonen av ammoniumsulfat sentrifuge, tørketrommel, transportbånd og emballasjeutstyr, men disse varene er ikke-proprietære og kommersielt tilgjengelige. Avhengig av økonomiske og markedsmessige forhold kan ammoniumsulfatgjødsel oppveie kostnadene for ammoniakkbasert avsvovling av røykgass og potensielt gi en betydelig fortjeneste.
| Effektiv ammoniakkavsvovlingsprosessskjema |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd er en av de største nye materialløsningene for silisiumkarbidkeramikk i Kina. Teknisk SiC-keramikk: Moh-hardhet er 9 (ny Moh-hardhet er 13), med utmerket motstand mot erosjon og korrosjon, utmerket slitestyrke og antioksidasjon. SiC-produktets levetid er 4 til 5 ganger lengre enn 92 % alumina-materiale. MOR-en til RBSiC er 5 til 7 ganger høyere enn til SNBSC, og kan brukes til mer komplekse former. Tilbudsprosessen er rask, leveransen er som lovet, og kvaliteten er uten sidestykke. Vi fortsetter alltid å utfordre målene våre og gir våre hjerter tilbake til samfunnet.







