Siliciumcarbide FGD-sproeier voor ontzwaveling in energiecentrales




Absorbermondstukken voor rookgasontzwaveling (FGD)
Het verwijderen van zwaveloxiden, beter bekend als SOx, uit uitlaatgassen met behulp van een alkalisch reagens, zoals een natte kalkslurry.
Bij verbrandingsprocessen waarbij fossiele brandstoffen worden gebruikt om ketels, ovens of andere apparatuur aan te drijven, kunnen er SO2 of SO3 vrijkomen in de uitlaatgassen. Deze zwaveloxiden reageren gemakkelijk met andere elementen en vormen schadelijke verbindingen zoals zwavelzuur, die een negatieve invloed kunnen hebben op de menselijke gezondheid en het milieu. Vanwege deze potentiële effecten is de beheersing van deze verbindingen in rookgassen essentieel voor kolencentrales en andere industriële toepassingen.
Vanwege erosie, verstopping en ophoping is een van de meest betrouwbare systemen om deze emissies te beheersen een open-toren natte rookgasontzwaveling (FGD) met behulp van kalksteen, gebluste kalk, zeewater of een andere alkalische oplossing. Sproeikoppen kunnen deze slurries effectief en betrouwbaar in absorptietorens verspreiden. Door uniforme patronen van druppels met de juiste grootte te creëren, zorgen deze sproeikoppen voor het benodigde oppervlak voor een goede absorptie, terwijl de verspreiding van de wasoplossing in de rookgassen tot een minimum wordt beperkt.


Een FGD-absorbermondstuk selecteren:
Belangrijke factoren om rekening mee te houden:
Dichtheid en viscositeit van het schrobmedium
Vereiste druppelgrootte
De juiste druppelgrootte is essentieel voor een goede absorptie.
Spuitstukmateriaal
Omdat rookgassen vaak corrosief zijn en de wasvloeistof veelal een mengsel is met een hoog gehalte aan vaste stoffen en schurende eigenschappen, is het belangrijk om het juiste corrosie- en slijtvaste materiaal te kiezen.
Weerstand tegen verstopping van de sproeier
Omdat de schrobvloeistof vaak een slurry is met een hoog gehalte aan vaste stoffen, is de keuze van het mondstuk met het oog op verstoppingbestendigheid belangrijk.
Spuitpatroon en plaatsing van de sproeier
Om een goede absorptie te garanderen, is een volledige bedekking van de gasstroom zonder omleiding en met voldoende verblijftijd belangrijk.
Aansluitmaat en type van de nozzle
Vereiste debieten van de reinigingsvloeistof
Beschikbare drukval (∆P) over het mondstuk
∆P = toevoerdruk bij de inlaat van het mondstuk – procesdruk buiten het mondstuk
Onze ervaren ingenieurs kunnen u helpen bepalen welke sproeier het beste presteert in overeenstemming met uw ontwerpdetails.
Veelvoorkomende toepassingen en industrieën voor FGD-absorbermondstukken:
Kolen- en andere fossiele brandstofcentrales
Aardolieraffinaderijen
Gemeentelijke afvalverbrandingsinstallaties
Cementovens
Metaalsmelters
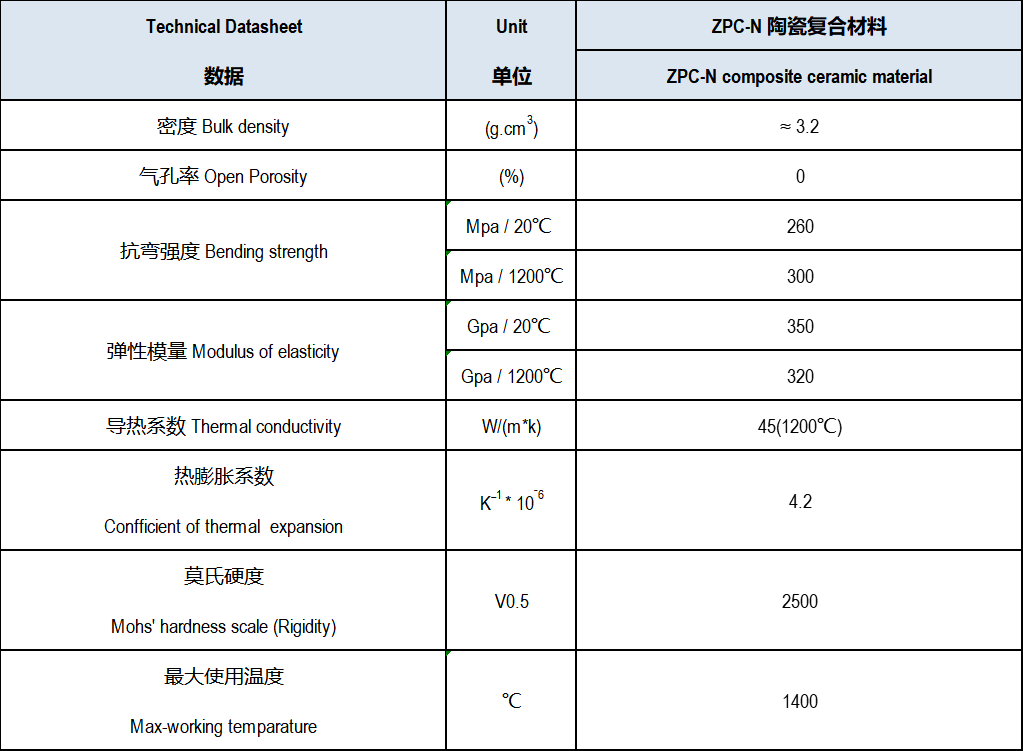
SiC-materiaalgegevensblad
Nadelen van kalk/kalksteen
Zoals weergegeven in Figuur 1, omvatten FGD-systemen die gebruikmaken van geforceerde oxidatie met kalk/kalksteen (LSFO) drie belangrijke subsystemen:
- Bereiding, hantering en opslag van reagentia
- Absorberend vat
- Afval- en bijproductverwerking
De bereiding van het reagens bestaat uit het transporteren van gemalen kalksteen (CaCO3) vanuit een opslagsilo naar een geroerde toevoertank. De resulterende kalksteenslurry wordt vervolgens samen met de rookgassen van de ketel en oxiderende lucht naar het absorptievat gepompt. Sproeimondstukken brengen fijne druppels reagens aan die vervolgens in tegenstroom met de binnenkomende rookgassen stromen. De SO2 in de rookgassen reageert met het calciumrijke reagens tot calciumsulfiet (CaSO3) en CO2. De lucht die in het absorptievat wordt gebracht, bevordert de oxidatie van CaSO3 tot CaSO4 (dihydraatvorm).
De basisreacties van LSFO zijn:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
De geoxideerde suspensie verzamelt zich onderin de absorbeerder en wordt vervolgens samen met vers reagens teruggevoerd naar de sproeikoppen. Een deel van de gerecyclede stroom wordt afgevoerd naar het afval-/bijproductverwerkingssysteem, dat doorgaans bestaat uit hydrocyclonen, trommel- of bandfilters en een geroerde opslagtank voor afvalwater/vloeistof. Afvalwater uit de opslagtank wordt teruggevoerd naar de toevoertank voor kalksteenreagens of naar een hydrocycloon waar het overloopwater als effluent wordt afgevoerd.
| Typisch schema van het natte schrobben met kalk/kalksteen bij geforceerde oxidatie. |
 |
Natte LSFO-systemen kunnen doorgaans een SO2-verwijderingsrendement van 95-97 procent behalen. Het is echter moeilijk om een rendement van meer dan 97,5 procent te bereiken om aan de emissie-eisen te voldoen, vooral voor installaties die steenkool met een hoog zwavelgehalte gebruiken. Magnesiumkatalysatoren kunnen worden toegevoegd of het kalksteen kan worden gecalcineerd tot kalk met een hogere reactiesnelheid (CaO), maar dergelijke aanpassingen vereisen extra installatieapparatuur en de bijbehorende arbeids- en energiekosten. Zo vereist calcineren tot kalk de installatie van een aparte kalkoven. Bovendien slaat kalk gemakkelijk neer, wat de kans op kalkafzetting in de scrubber vergroot.
De kosten van calcineren met een kalkoven kunnen worden verlaagd door kalksteen rechtstreeks in de keteloven te injecteren. Bij deze methode wordt de in de ketel gevormde kalk met de rookgassen naar de gaswasser afgevoerd. Mogelijke problemen zijn vervuiling van de ketel, verstoring van de warmteoverdracht en inactivatie van de kalk door oververhitting in de ketel. Bovendien verlaagt de kalk de vloeitemperatuur van gesmolten as in kolengestookte ketels, wat resulteert in vaste afzettingen die anders niet zouden ontstaan.
Vloeibaar afval van het LSFO-proces wordt doorgaans samen met vloeibaar afval van andere delen van de energiecentrale naar stabilisatievijvers geleid. Het natte FGD-afvalwater kan verzadigd zijn met sulfiet- en sulfaatverbindingen, waardoor lozing in rivieren, beken of andere waterlopen doorgaans wordt beperkt vanwege milieuoverwegingen. Bovendien kan het terugvoeren van afvalwater/vloeistof naar de scrubber leiden tot de ophoping van opgeloste natrium-, kalium-, calcium-, magnesium- of chloridezouten. Deze stoffen kunnen uiteindelijk kristalliseren, tenzij er voldoende aftap plaatsvindt om de concentraties opgeloste zouten onder de verzadigingsgrens te houden. Een bijkomend probleem is de trage bezinking van vaste afvalstoffen, waardoor grote stabilisatievijvers met een hoog volume nodig zijn. Onder normale omstandigheden kan de bezinklaag in een stabilisatievijver zelfs na enkele maanden opslag nog 50 procent of meer vloeibare fase bevatten.
Het calciumsulfaat dat uit de recirculatieslurry van de absorptiefilter wordt teruggewonnen, kan een hoog gehalte aan ongereageerd kalksteen en calciumsulfietas bevatten. Deze verontreinigingen kunnen ervoor zorgen dat het calciumsulfaat niet als synthetisch gips kan worden verkocht voor gebruik in gipsplaten, pleisterwerk en cementproductie. Ongereageerd kalksteen is de meest voorkomende onzuiverheid in synthetisch gips en komt ook vaak voor in natuurlijk (gedolven) gips. Hoewel kalksteen zelf de eigenschappen van de eindproducten van gipsplaten niet beïnvloedt, veroorzaken de schurende eigenschappen ervan slijtageproblemen voor de verwerkingsapparatuur. Calciumsulfiet is een ongewenste onzuiverheid in elk gips, omdat de fijne deeltjesgrootte problemen met aanslag en andere verwerkingsproblemen veroorzaakt, zoals het wassen en ontwateren van de gipskoek.
Als de vaste stoffen die bij het LSFO-proces ontstaan niet commercieel verhandelbaar zijn als synthetisch gips, levert dit een aanzienlijk afvalprobleem op. Voor een ketel van 1000 MW die steenkool met 1 procent zwavel verbrandt, bedraagt de hoeveelheid gips ongeveer 550 ton (short) per dag. Voor dezelfde centrale die steenkool met 2 procent zwavel verbrandt, stijgt de gipsproductie tot ongeveer 1100 ton per dag. Tel daar nog eens zo'n 1000 ton vliegas per dag bij op, en de totale hoeveelheid vast afval komt uit op ongeveer 1550 ton per dag voor steenkool met 1 procent zwavel en 2100 ton per dag voor steenkool met 2 procent zwavel.
Voordelen van EADS
Een beproefd technologisch alternatief voor LSFO-scrubbing vervangt kalksteen door ammoniak als reagens voor SO2-verwijdering. De componenten voor het malen, opslaan, hanteren en transporteren van het vaste reagens in een LSFO-systeem worden vervangen door eenvoudige opslagtanks voor waterige of watervrije ammoniak. Figuur 2 toont een stroomschema van het EADS-systeem van JET Inc.
Ammoniak, rookgas, oxiderende lucht en proceswater komen een absorbeerder binnen die meerdere sproeikoppen bevat. De sproeikoppen genereren fijne druppeltjes ammoniakhoudend reagens om een optimaal contact tussen het reagens en het binnenkomende rookgas te garanderen volgens de volgende reacties:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
De SO2 in de rookgasstroom reageert met ammoniak in de bovenste helft van het vat en produceert ammoniumsulfiet. De bodem van het absorptievat dient als oxidatietank waar lucht het ammoniumsulfiet oxideert tot ammoniumsulfaat. De resulterende ammoniumsulfaatoplossing wordt teruggepompt naar de sproeikoppen op verschillende niveaus in de absorber. Voordat het gereinigde rookgas de bovenkant van de absorber verlaat, passeert het een demister die eventuele meegesleepte vloeistofdruppels samenvoegt en fijne deeltjes afvangt.
De reactie van ammoniak met SO2 en de oxidatie van sulfiet tot sulfaat zorgt voor een hoge benutting van de reagentia. Voor elke pond verbruikte ammoniak wordt vier pond ammoniumsulfaat geproduceerd.
Net als bij het LSFO-proces kan een deel van de reagentia-/productrecyclingstroom worden afgetapt om een commercieel bijproduct te produceren. In het EADS-systeem wordt de afgetapte productoplossing naar een systeem voor vaste-stofterugwinning gepompt, bestaande uit een hydrocycloon en een centrifuge, om het ammoniumsulfaatproduct te concentreren vóór het drogen en verpakken. Alle vloeistoffen (overloop van de hydrocycloon en centrifugaat van de centrifuge) worden teruggeleid naar een slibtank en vervolgens opnieuw in de ammoniumsulfaatrecyclingstroom van de absorber gebracht.

- EADS-systemen bieden een hogere SO2-verwijderingsefficiëntie (>99%), waardoor kolencentrales meer flexibiliteit hebben om goedkopere kolen met een hoger zwavelgehalte bij te mengen.
- Terwijl LSFO-systemen 0,7 ton CO2 produceren voor elke ton SO2 die wordt verwijderd, produceert het EADS-proces geen CO2.
- Omdat kalk en kalksteen minder reactief zijn dan ammoniak bij de verwijdering van SO2, is er meer proceswater en pompenergie nodig om hoge circulatiesnelheden te bereiken. Dit resulteert in hogere operationele kosten voor LSFO-systemen.
- De investeringskosten voor EADS-systemen zijn vergelijkbaar met die voor de bouw van een LSFO-systeem. Zoals hierboven vermeld, vereist het EADS-systeem apparatuur voor de verwerking en verpakking van ammoniumsulfaatbijproducten, terwijl de faciliteiten voor de bereiding van reagentia die bij LSFO horen, niet nodig zijn voor het malen, hanteren en transporteren ervan.
Het meest onderscheidende voordeel van EADS is de eliminatie van zowel vloeibaar als vast afval. De EADS-technologie is een proces zonder vloeibare lozing, wat betekent dat er geen afvalwaterzuivering nodig is. Het vaste bijproduct ammoniumsulfaat is gemakkelijk verhandelbaar; ammoniumsulfaat is de meest gebruikte meststof en meststofcomponent ter wereld, met een verwachte wereldwijde marktgroei tot 2030. Bovendien, hoewel de productie van ammoniumsulfaat een centrifuge, droger, transportband en verpakkingsapparatuur vereist, zijn deze onderdelen niet gepatenteerd en commercieel verkrijgbaar. Afhankelijk van de economische en marktomstandigheden kan de ammoniumsulfaatmeststof de kosten van ammoniakgebaseerde rookgasontzwaveling compenseren en mogelijk een aanzienlijke winst opleveren.
| Schematische weergave van een efficiënt ammoniakontzwavelingsproces |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd. is een van de grootste leveranciers van nieuwe materialen op basis van siliciumcarbidekeramiek in China. SiC-technisch keramiek heeft een Mohs-hardheid van 9 (nieuwe Mohs-hardheid is 13) en biedt uitstekende weerstand tegen erosie en corrosie, een uitstekende slijtvastheid en anti-oxidatie-eigenschappen. De levensduur van SiC-producten is 4 tot 5 keer langer dan die van 92% aluminiumoxide. De buigsterkte (MOR) van RBSiC is 5 tot 7 keer hoger dan die van SNBSC, waardoor het geschikt is voor complexere vormen. Het offertetraject is snel, de levering is zoals beloofd en de kwaliteit is ongeëvenaard. We blijven onszelf uitdagen en zetten ons met hart en ziel in voor de maatschappij.







