Boquilla FGD de carburo de silicio para desulfuración en centrais eléctricas




Boquillas de absorción para a desulfuración de gases de combustión (FGD)
Eliminación de óxidos de xofre, comunmente coñecidos como SOx, dos gases de escape empregando un reactivo alcalino, como unha lama de pedra calcaria húmida.
Cando se utilizan combustibles fósiles en procesos de combustión para facer funcionar caldeiras, fornos ou outros equipos, teñen o potencial de liberar SO2 ou SO3 como parte dos gases de escape. Estes óxidos de xofre reaccionan facilmente con outros elementos para formar compostos nocivos como o ácido sulfúrico e teñen o potencial de afectar negativamente a saúde humana e o medio ambiente. Debido a estes efectos potenciais, o control deste composto nos gases de combustión é unha parte esencial das centrais eléctricas de carbón e outras aplicacións industriais.
Debido aos problemas de erosión, obstrución e acumulación, un dos sistemas máis fiables para controlar estas emisións é un proceso de desulfuración húmida de gases de combustión (FGD) de torre aberta que emprega pedra calcaria, cal hidratada, auga de mar ou outra solución alcalina. As boquillas de pulverización poden distribuír estas suspensións de forma eficaz e fiable en torres de absorción. Ao crear patróns uniformes de pingas de tamaño axeitado, estas boquillas poden crear eficazmente a superficie necesaria para unha absorción axeitada, minimizando ao mesmo tempo o arrastre da solución de depuración nos gases de combustión.


Selección dunha boquilla de absorción FGD:
Factores importantes a ter en conta:
Densidade e viscosidade do medio de fregado
Tamaño de gota requirido
O tamaño correcto das gotas é esencial para garantir unhas taxas de absorción axeitadas
Material da boquilla
Dado que os gases de combustión adoitan ser corrosivos e o fluído de depuración adoita ser unha suspensión con alto contido en sólidos e propiedades abrasivas, é importante seleccionar o material axeitado resistente á corrosión e ao desgaste.
Resistencia á obstrución da boquilla
Dado que o fluído de depuración adoita ser unha suspensión con alto contido en sólidos, é importante escoller a boquilla tendo en conta a súa resistencia á obstrución.
Patrón e colocación da boquilla de pulverización
Para garantir unha absorción axeitada, é importante unha cobertura completa da corrente de gas sen derivación e cun tempo de residencia suficiente.
Tamaño e tipo de conexión da boquilla
Caudais de fluído de depuración requiridos
Caída de presión dispoñible (∆P) a través da boquilla
∆P = presión de subministración na entrada da boquilla – presión de proceso fóra da boquilla
Os nosos enxeñeiros experimentados poden axudar a determinar que boquilla funcionará segundo os detalles do seu deseño
Usos e industrias comúns da boquilla de absorción FGD:
Centrais eléctricas de carbón e outros combustibles fósiles
Refinerías de petróleo
Incineradoras de residuos municipais
fornos de cemento
Fundicións de metais
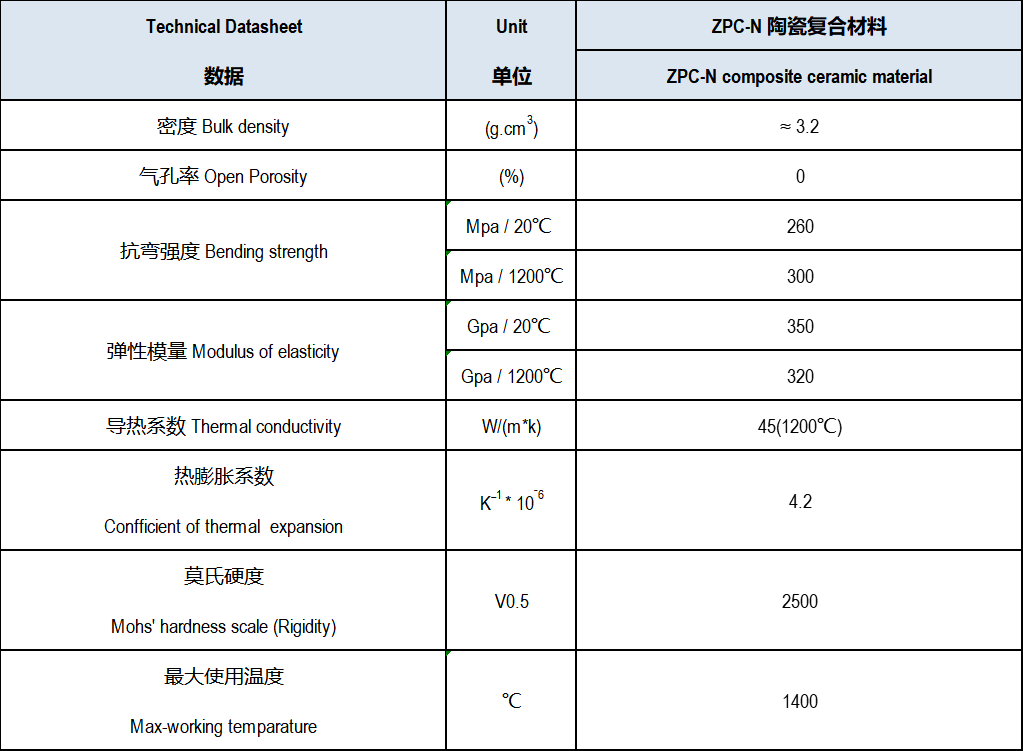
Ficha técnica do material SiC
Inconvenientes da cal/pedra calcaria
Como se mostra na Figura 1, os sistemas de FGD que empregan a oxidación forzada de cal/calcaria (LSFO) inclúen tres subsistemas principais:
- Preparación, manipulación e almacenamento de reactivos
- Recipiente absorbente
- Manexo de residuos e subprodutos
A preparación de reactivos consiste en transportar pedra calcaria triturada (CaCO3) desde un silo de almacenamento a un tanque de alimentación axitado. A suspensión de pedra calcaria resultante bombease entón ao recipiente absorbedor xunto cos gases de combustión da caldeira e o aire oxidante. As boquillas de pulverización subministran pingas finas de reactivo que logo flúen en contracorrente aos gases de combustión entrantes. O SO2 dos gases de combustión reacciona co reactivo rico en calcio para formar sulfito de calcio (CaSO3) e CO2. O aire introducido no absorbedor promove a oxidación de CaSO3 a CaSO4 (forma dihidratada).
As reaccións básicas de LSFO son:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
A suspensión oxidada acumúlase no fondo do absorbedor e posteriormente recíclase xunto co reactivo fresco de volta aos cabezales das boquillas de pulverización. Unha parte do fluxo de reciclaxe retírase ao sistema de manexo de residuos/subprodutos, que normalmente consiste en hidrociclóns, filtros de tambor ou de cinta e un tanque de retención de augas residuais/licores axitado. As augas residuais do tanque de retención recíclanse de volta ao tanque de alimentación de reactivos de pedra calcaria ou a un hidrociclón onde o rebosante se elimina como efluente.
| Esquema do proceso típico de depuración húmida con oxidación forzada de cal/calcaria |
 |
Os sistemas de LSFO húmido adoitan acadar eficiencias de eliminación de SO2 do 95-97 por cento. Non obstante, é difícil alcanzar niveis superiores ao 97,5 por cento para cumprir cos requisitos de control de emisións, especialmente para as plantas que empregan carbóns con alto contido en xofre. Pódense engadir catalizadores de magnesio ou a pedra calcaria pódese calcinar a cal de maior reactividade (CaO), pero tales modificacións implican equipos adicionais para a planta e os custos de man de obra e enerxía asociados. Por exemplo, a calcinación a cal require a instalación dun forno de cal separado. Ademais, a cal precipita facilmente e isto aumenta a posibilidade de formación de depósitos de incrustacións no depurador.
O custo da calcinación cun forno de cal pódese reducir inxectando directamente pedra calcaria no forno da caldeira. Neste enfoque, a cal xerada na caldeira lévase cos gases de combustión ao depurador. Entre os posibles problemas inclúense a ensuciación da caldeira, a interferencia coa transferencia de calor e a inactivación da cal debido á sobrecombustión na caldeira. Ademais, a cal reduce a temperatura de fluxo das cinzas fundidas nas caldeiras de carbón, o que resulta en depósitos sólidos que doutro xeito non se producirían.
Os residuos líquidos do proceso de LSFO adoitan dirixirse a estanques de estabilización xunto cos residuos líquidos doutras partes da central eléctrica. O efluente líquido húmido da FGD pode estar saturado con compostos de sulfito e sulfato e as consideracións ambientais adoitan limitar a súa liberación a ríos, regatos ou outros cursos de auga. Ademais, a reciclaxe de augas residuais/licores de volta ao depurador pode levar á acumulación de sales de sodio, potasio, calcio, magnesio ou cloruro disoltos. Estas especies poden finalmente cristalizar a menos que se proporcione unha purga suficiente para manter as concentracións de sales disoltas por debaixo da saturación. Un problema adicional é a lenta velocidade de sedimentación dos sólidos residuais, o que resulta na necesidade de estanques de estabilización grandes e de alto volume. En condicións típicas, a capa sedimentada nun estanque de estabilización pode conter un 50 por cento ou máis de fase líquida mesmo despois de varios meses de almacenamento.
O sulfato de calcio recuperado da lama de reciclaxe do absorbedor pode conter un alto contido en calcaria sen reaccionar e cinzas de sulfito de calcio. Estes contaminantes poden impedir que o sulfato de calcio se venda como xeso sintético para o seu uso na produción de cartón-xeso, xeso e cemento. A calcaria sen reaccionar é a impureza predominante que se atopa no xeso sintético e tamén é unha impureza común no xeso natural (extraído). Aínda que a calcaria en si mesma non interfire coas propiedades dos produtos finais de cartón-xeso, as súas propiedades abrasivas presentan problemas de desgaste para os equipos de procesamento. O sulfito de calcio é unha impureza non desexada en calquera xeso, xa que o seu tamaño de partícula fino presenta problemas de descamación e outros problemas de procesamento, como o lavado de tortas e a deshidratación.
Se os sólidos xerados no proceso LSFO non se poden comercializar como xeso sintético, isto supón un problema considerable de eliminación de residuos. Para unha caldeira de 1000 MW que queima carbón con xofre ao 1%, a cantidade de xeso é de aproximadamente 550 toneladas (curtas)/día. Para a mesma planta que queima carbón con xofre ao 2%, a produción de xeso aumenta a aproximadamente 1100 toneladas/día. Engadindo unhas 1000 toneladas/día para a produción de cinzas volantes, isto eleva a tonelaxe total de residuos sólidos a unhas 1550 toneladas/día para o caso do carbón con xofre ao 1% e a 2100 toneladas/día para o caso do xofre ao 2%.
Vantaxes de EADS
Unha alternativa tecnolóxica probada á depuración con LSFO substitúe a pedra calcaria por amoníaco como reactivo para a eliminación de SO2. Os compoñentes de moenda, almacenamento, manipulación e transporte de reactivos sólidos nun sistema LSFO substitúense por tanques de almacenamento sinxelos para amoníaco acuoso ou anhidro. A figura 2 mostra un esquema de fluxo para o sistema EADS proporcionado por JET Inc.
O amoníaco, os gases de combustión, o aire oxidante e a auga de proceso entran nun absorbedor que contén varios niveis de boquillas de pulverización. As boquillas xeran pingas finas de reactivo que contén amoníaco para garantir un contacto íntimo do reactivo cos gases de combustión entrantes segundo as seguintes reaccións:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
O SO2 no fluxo de gases de combustión reacciona co amoníaco na metade superior do recipiente para producir sulfito de amonio. A parte inferior do recipiente do absorbedor serve como tanque de oxidación onde o aire oxida o sulfito de amonio a sulfato de amonio. A solución de sulfato de amonio resultante bombéase de volta aos colectores de boquillas de pulverización en varios niveis no absorbedor. Antes de que os gases de combustión depurados saian pola parte superior do absorbedor, pasan por un desagregador que coalesce as gotas de líquido arrastradas e captura as partículas finas.
A reacción do amoníaco co SO2 e a oxidación do sulfito a sulfato consegue unha alta taxa de utilización de reactivos. Prodúcense catro libras de sulfato de amonio por cada libra de amoníaco consumida.
Do mesmo xeito que co proceso LSFO, unha parte da corrente de reciclaxe de reactivos/produtos pode retirarse para producir un subproduto comercial. No sistema EADS, a solución do produto de extracción bombéase a un sistema de recuperación de sólidos que consiste nun hidrociclón e unha centrífuga para concentrar o produto de sulfato de amonio antes do seu secado e envasado. Todos os líquidos (rebossado do hidrociclón e concentrado da centrífuga) diríxense de volta a un tanque de lodos e logo reintroducense na corrente de reciclaxe de sulfato de amonio do absorbedor.

- Os sistemas EADS proporcionan maiores eficiencias de eliminación de SO2 (>99%), o que lles dá ás centrais eléctricas de carbón máis flexibilidade para mesturar carbóns máis baratos e con maior contido en xofre.
- Mentres que os sistemas LSFO crean 0,7 toneladas de CO2 por cada tonelada de SO2 eliminada, o proceso de EADS non produce CO2.
- Dado que a cal e a pedra calcaria son menos reactivas en comparación co amoníaco para a eliminación de SO2, requírese un maior consumo de auga de proceso e enerxía de bombeo para lograr altas taxas de circulación. Isto resulta en custos operativos máis elevados para os sistemas de LSFO.
- Os custos de capital para os sistemas EADS son similares aos da construción dun sistema LSFO. Como se indicou anteriormente, aínda que o sistema EADS require equipos de procesamento e envasado de subprodutos de sulfato de amonio, as instalacións de preparación de reactivos asociadas ao LSFO non son necesarias para a moenda, manipulación e transporte.
A vantaxe máis distintiva de EADS é a eliminación de residuos tanto líquidos como sólidos. A tecnoloxía EADS é un proceso de vertido cero de líquidos, o que significa que non se require tratamento de augas residuais. O subproduto sólido de sulfato de amonio é facilmente comercializable; o sulfato de amonio é o fertilizante e compoñente fertilizante máis utilizado no mundo, e espérase un crecemento do mercado mundial ata 2030. Ademais, aínda que a fabricación de sulfato de amonio require unha centrífuga, un secador, unha cinta transportadora e un equipo de envasado, estes artigos non son propietarios e están dispoñibles comercialmente. Dependendo das condicións económicas e de mercado, o fertilizante de sulfato de amonio pode compensar os custos da desulfuración de gases de combustión a base de amoníaco e potencialmente proporcionar un beneficio substancial.
| Esquema do proceso eficiente de desulfuración de amoníaco |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd é unha das maiores solucións de novos materiais cerámicos de carburo de silicio en China. Cerámica técnica de SiC: a dureza Moh é de 9 (a nova dureza Moh é de 13), con excelente resistencia á erosión e á corrosión, excelente resistencia á abrasión e antioxidante. A vida útil do produto de SiC é de 4 a 5 veces maior que a do material de alúmina ao 92 %. O MOR do RBSiC é de 5 a 7 veces maior que o do SNBSC, polo que se pode usar para formas máis complexas. O proceso de cotización é rápido, a entrega é a prometida e a calidade é insuperable. Sempre insistimos en desafiar os nosos obxectivos e devolver os nosos corazóns á sociedade.







