Piikarbidi-FGD-suutin rikinpoistoon voimalaitoksessa




Savukaasujen rikinpoiston (FGD) absorbointisuuttimet
Rikkioksidien, joita yleisesti kutsutaan SOx:ksi, poistaminen pakokaasuista käyttämällä alkalireagenssia, kuten märkää kalkkikivilietettä.
Kun fossiilisia polttoaineita käytetään polttoprosesseissa kattiloiden, uunien tai muiden laitteiden käyttämiseen, ne voivat vapauttaa SO2:ta tai SO3:a osana pakokaasua. Nämä rikkioksidit reagoivat helposti muiden alkuaineiden kanssa muodostaen haitallisia yhdisteitä, kuten rikkihappoa, ja niillä voi olla kielteinen vaikutus ihmisten terveyteen ja ympäristöön. Näiden mahdollisten vaikutusten vuoksi tämän yhdisteen hallinta savukaasuissa on olennainen osa hiilivoimalaitoksia ja muita teollisia sovelluksia.
Eroosio-, tukkeutumis- ja kertymisongelmien vuoksi yksi luotettavimmista järjestelmistä näiden päästöjen hallitsemiseksi on avoimen tornin märkä savukaasujen rikinpoistoprosessi (FGD), jossa käytetään kalkkikiveä, sammutettua kalkkia, merivettä tai muuta emäksistä liuosta. Suuttimet pystyvät tehokkaasti ja luotettavasti jakamaan nämä lietteet absorptiotorneihin. Luomalla tasaisia kuvioita oikean kokoisista pisaroista nämä suuttimet pystyvät tehokkaasti luomaan tarvittavan pinta-alan asianmukaiseen absorptioon ja samalla minimoimaan pesuliuoksen kulkeutumisen savukaasuun.


Savukaasujen rikkidioksidin poistosuuttimen valinta:
Tärkeitä huomioon otettavia tekijöitä:
Pesuaineen tiheys ja viskositeetti
Vaadittu pisarakoko
Oikea pisarakoko on olennainen oikean imeytymisnopeuden varmistamiseksi
Suuttimen materiaali
Koska savukaasu on usein syövyttävää ja pesuneste on usein lietettä, jolla on korkea kiintoainepitoisuus ja hankaavia ominaisuuksia, on tärkeää valita sopiva korroosiota ja kulutusta kestävä materiaali.
Suuttimen tukkeutumisenesto
Koska pesuneste on usein lietettä, jossa on korkea kiintoainepitoisuus, suuttimen valinta tukkeutumiskestävyyden suhteen on tärkeää.
Suuttimen ruiskutuskuvio ja sijoittelu
Asianmukaisen absorption varmistamiseksi on tärkeää, että kaasuvirta peittyy kokonaan ilman ohituskatkoksia ja että viipymäaika on riittävä.
Suuttimen liitännän koko ja tyyppi
Vaaditut pesunesteen virtausnopeudet
Käytettävissä oleva painehäviö (∆P) suuttimen yli
∆P = syöttöpaine suuttimen tuloaukossa – prosessipaine suuttimen ulkopuolella
Kokeneet insinöörimme voivat auttaa määrittämään, mikä suutin toimii vaaditulla tavalla suunnittelutietojesi perusteella.
Yleisiä FGD-absorboijan suuttimia käytetään ja toimialat:
Hiili- ja muut fossiilisten polttoaineiden voimalaitokset
Öljynjalostamot
Yhdyskuntajätteen polttolaitokset
Sementtiuunit
Metallisulatot
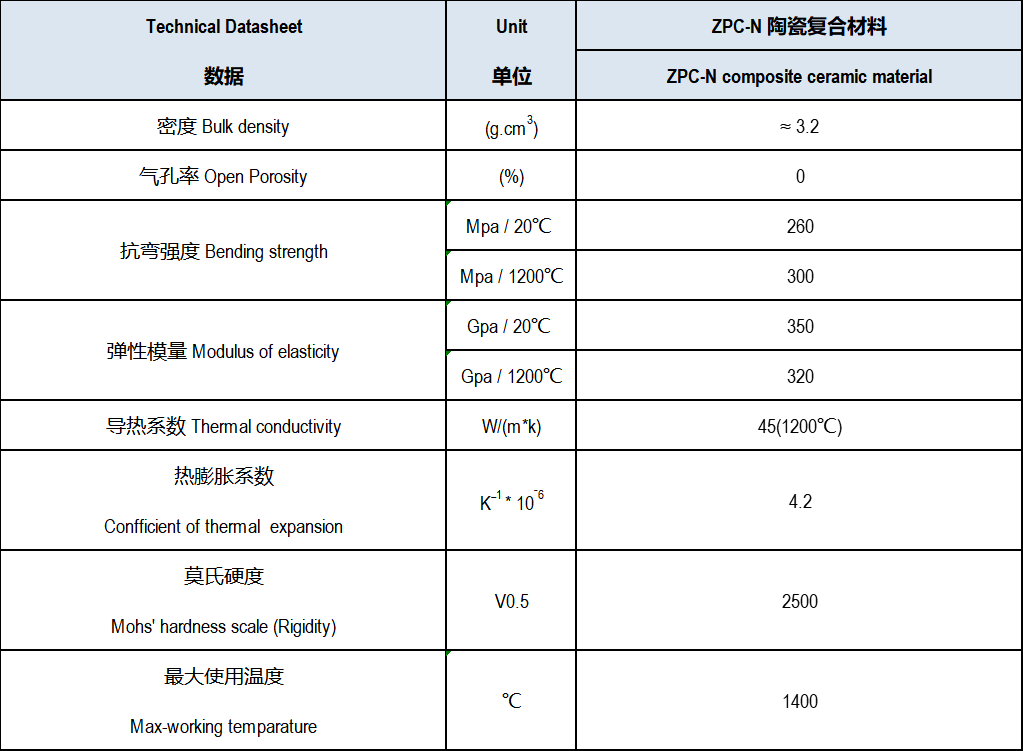
SiC-materiaalin datalehti
Kalkin/kalkkikiven haitat
Kuten kuvassa 1 on esitetty, kalkki-/kalkkikivipakotettua hapetusta (LSFO) käyttävät savukaasujen rikitysjärjestelmät sisältävät kolme pääosajärjestelmää:
- Reagenssien valmistus, käsittely ja säilytys
- Absorboijasäiliö
- Jätteiden ja sivutuotteiden käsittely
Reagenssin valmistus koostuu murskatun kalkkikiven (CaCO3) kuljettamisesta varastosiilosta sekoitettuun syöttösäiliöön. Tuloksena oleva kalkkikiviliete pumpataan sitten absorbointisäiliöön yhdessä kattilan savukaasun ja hapettavan ilman kanssa. Suuttimet toimittavat hienojakoisia reagenssipisaroita, jotka sitten virtaavat vastavirtaan tulevaan savukaasuun nähden. Savukaasun SO2 reagoi kalsiumpitoisen reagenssin kanssa muodostaen kalsiumsulfiittia (CaSO3) ja CO2:ta. Absorberiin johdettu ilma edistää CaSO3:n hapettumista CaSO4:ksi (dihydraattimuoto).
LSFO:n perusreaktiot ovat:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Hapettunut liete kerääntyy absorboijan pohjalle ja kierrätetään sen jälkeen yhdessä tuoreen reagenssin kanssa takaisin ruiskutussuuttimien kokoojiin. Osa kierrätysvirrasta johdetaan jätteen/sivutuotteiden käsittelyjärjestelmään, joka tyypillisesti koostuu hydrosykloneista, rumpu- tai hihnasuodattimista ja sekoitetusta jätevesi-/lipeäsäiliöstä. Jätevesi kierrätetään säiliöstä takaisin kalkkikivireagenssin syöttösäiliöön tai hydrosykloniin, josta ylivuoto poistetaan jätevetenä.
| Tyypillinen kalkki-/kalkkikivipakoteoksidaatiomärkäpesuprosessin kaaviokuva |
 |
Märkäpolttoaineella (LSFO) käytettävät järjestelmät voivat tyypillisesti saavuttaa 95–97 prosentin SO2-poistotehokkuuden. Yli 97,5 prosentin tasojen saavuttaminen päästöjenrajoitusvaatimusten täyttämiseksi on kuitenkin vaikeaa, erityisesti runsaasti rikkiä sisältäviä kivihiiliä käyttävissä laitoksissa. Magnesiumakatalyyttejä voidaan lisätä tai kalkkikivi voidaan kalsinoida korkeamman reaktiivisuuden omaavaksi kalkiksi (CaO), mutta tällaiset muutokset edellyttävät lisälaitteita ja niihin liittyviä työvoima- ja energiakustannuksia. Esimerkiksi kalsinointi kalkiksi vaatii erillisen kalkkiuunin asentamisen. Kalkki myös saostuu helposti, mikä lisää kattilakiven muodostumisriskiä pesurissa.
Kalkkiuunilla kalsinoinnin kustannuksia voidaan alentaa ruiskuttamalla kalkkikiveä suoraan kattilan tulipesään. Tässä lähestymistavassa kattilassa syntyvä kalkki kulkeutuu savukaasujen mukana pesuriin. Mahdollisia ongelmia ovat kattilan likaantuminen, lämmönsiirron häiriöt ja kalkin inaktivoituminen kattilan ylikuumenemisen vuoksi. Lisäksi kalkki alentaa sulan tuhkan virtauslämpötilaa hiilikattiloissa, mikä johtaa kiinteisiin kerrostumiin, joita ei muuten syntyisi.
LSFO-prosessista peräisin oleva nestemäinen jäte johdetaan tyypillisesti stabilointialtaisiin yhdessä voimalaitoksen muualta tulevan nestemäisen jätteen kanssa. Märkä savukaasujen rikitysjärjestelmän nestemäinen jätevesi voi olla kyllästetty sulfiitti- ja sulfaattiyhdisteillä, ja ympäristönäkökohdat rajoittavat tyypillisesti sen päästämistä jokiin, puroihin tai muihin vesistöihin. Myös jäteveden/liemen kierrätys takaisin pesuriin voi johtaa liuenneiden natrium-, kalium-, kalsium-, magnesium- tai kloridisuolojen kertymiseen. Nämä lajit voivat lopulta kiteytyä, ellei riittävää ilmanpoistoa järjestetä liuenneiden suolojen pitoisuuksien pitämiseksi kyllästyspitoisuuden alapuolella. Lisäongelmana on jätekiinteiden aineiden hidas laskeutumisnopeus, mikä johtaa suurten, tilavuudeltaan suurten stabilointialtaiden tarpeeseen. Tyypillisissä olosuhteissa stabilointialtaassa oleva laskeutunut kerros voi sisältää 50 prosenttia tai enemmän nestemäistä faasia jopa useiden kuukausien varastoinnin jälkeen.
Absorbointiaineen kierrätyslietteestä talteen otettu kalsiumsulfaatti voi sisältää paljon reagoimatonta kalkkikiveä ja kalsiumsulfiittituhkaa. Nämä epäpuhtaudet voivat estää kalsiumsulfaatin myynnin synteettisenä kipsinä käytettäväksi seinälevyjen, kipsien ja sementin tuotannossa. Reagoimaton kalkkikivi on synteettisen kipsin vallitseva epäpuhtaus, ja se on yleinen epäpuhtaus myös luonnonkipsissä (louhitussa kipsissä). Vaikka kalkkikivi itsessään ei häiritse seinälevyjen lopputuotteiden ominaisuuksia, sen hankaavat ominaisuudet aiheuttavat kulumisongelmia prosessointilaitteille. Kalsiumsulfiitti on ei-toivottu epäpuhtaus missä tahansa kipsissä, koska sen hienojakoinen hiukkaskoko aiheuttaa hilseilyongelmia ja muita prosessointiongelmia, kuten kakun pesua ja vedenpoistoa.
Jos LSFO-prosessissa syntyvät kiinteät aineet eivät ole kaupallisesti markkinoitavissa synteettisenä kipsinä, tämä aiheuttaa huomattavan jätteenkäsittelyongelman. 1000 MW:n kattilassa, joka polttaa 1-prosenttista rikkipitoista hiiltä, kipsin määrä on noin 550 tonnia (lyhyt) päivässä. Samassa laitoksessa, joka polttaa 2-prosenttista rikkipitoista hiiltä, kipsin tuotanto kasvaa noin 1100 tonniin päivässä. Kun tähän lisätään noin 1000 tonnia päivässä lentotuhkan tuotantoa, kiinteän jätteen kokonaismääräksi tulee noin 1550 tonnia päivässä 1-prosenttisen rikkipitoisen hiilen tapauksessa ja 2100 tonnia päivässä 2-prosenttisen rikkipitoisen hiilen tapauksessa.
EADS-edut
Todistettu teknologiavaihtoehto LSFO-pesulle korvaa kalkkikiven ammoniakilla reagenssina SO2:n poistossa. Kiinteän reagenssin jauhatus-, varastointi-, käsittely- ja kuljetuskomponentit LSFO-järjestelmässä korvataan yksinkertaisilla vesipitoisen tai vedettömän ammoniakin varastosäiliöillä. Kuva 2 esittää JET Inc:n toimittaman EADS-järjestelmän virtauskaavion.
Ammoniakki, savukaasu, hapettava ilma ja prosessivesi saapuvat absorbointilaitteeseen, jossa on useita suuttimien kerroksia. Suuttimet tuottavat hienojakoisia ammoniakkipitoisen reagenssin pisaroita varmistaakseen reagenssin tiiviin kosketuksen tulevan savukaasun kanssa seuraavien reaktioiden mukaisesti:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
Savukaasuvirran SO2 reagoi ammoniakin kanssa astian yläosassa muodostaen ammoniumsulfiittia. Absorbointiastian pohja toimii hapetussäiliönä, jossa ilma hapettaa ammoniumsulfiitin ammoniumsulfaatiksi. Tuloksena oleva ammoniumsulfaattiliuos pumpataan takaisin suuttimien kokoojiin useilla tasoilla absorboijassa. Ennen kuin puhdistettu savukaasu poistuu absorboijan yläosasta, se kulkee huurunpoistolaitteen läpi, joka yhdistää kaikki nestepisarat ja kerää hienojakoiset hiukkaset.
Ammoniakin reaktio rikkidioksidin kanssa ja sulfiitin hapettuminen sulfaatiksi saavuttaa korkean reagenssien käyttöasteen. Jokaista kulutettua ammoniakkikiloa kohden syntyy neljä paunaa ammoniumsulfaattia.
Kuten LSFO-prosessissa, osa reagenssi/tuotekierrätysvirrasta voidaan poistaa kaupallisen sivutuotteen tuottamiseksi. EADS-järjestelmässä poistotuoteliuos pumpataan kiintoaineiden talteenottojärjestelmään, joka koostuu hydrosyklonista ja sentrifugista ammoniumsulfaattituotteen väkevöimiseksi ennen kuivausta ja pakkaamista. Kaikki nesteet (hydrosyklonin ylivuoto ja sentrifugin väkevöinti) johdetaan takaisin lietesäiliöön ja sitten takaisin absorboivaan ammoniumsulfaatin kierrätysvirtaan.

- EADS-järjestelmät tarjoavat korkeamman SO2-poistotehokkuuden (> 99 %), mikä antaa hiilivoimalaitoksille enemmän joustavuutta halvempien, rikkipitoisempien hiilien sekoittamiseen.
- Vaikka LSFO-järjestelmät tuottavat 0,7 tonnia hiilidioksidia jokaista poistettua rikkidioksiditonnia kohden, EADS-prosessi ei tuota lainkaan hiilidioksidia.
- Koska kalkkikivi ja kalkkikivi ovat vähemmän reaktiivisia rikkidioksidin poistossa verrattuna ammoniakkiin, suurten kiertonopeuksien saavuttaminen vaatii suurempaa prosessiveden kulutusta ja pumppausenergiaa. Tämä johtaa LSFO-järjestelmien korkeampiin käyttökustannuksiin.
- EADS-järjestelmien pääomakustannukset ovat samanlaiset kuin LSFO-järjestelmän rakentamisen. Kuten edellä todettiin, vaikka EADS-järjestelmä vaatii ammoniumsulfaatin sivutuotteiden käsittely- ja pakkauslaitteita, LSFO:han liittyviä reagenssien valmistuslaitoksia ei tarvita jauhatukseen, käsittelyyn ja kuljetukseen.
EADS:n erottuvin etu on sekä nestemäisten että kiinteiden jätteiden poistaminen. EADS-teknologia on nestemäisten päästöjen hylkyprosessi, mikä tarkoittaa, että jäteveden käsittelyä ei tarvita. Kiinteä ammoniumsulfaatin sivutuote on helposti markkinoitavissa; ammoniakkisulfaatti on maailman käytetyin lannoite ja lannoitekomponentti, ja sen markkinoiden odotetaan kasvavan maailmanlaajuisesti vuoteen 2030 mennessä. Lisäksi, vaikka ammoniumsulfaatin valmistus vaatii sentrifugin, kuivausrummun, kuljettimen ja pakkauslaitteet, nämä tuotteet ovat yleisiä ja kaupallisesti saatavilla. Taloudellisista ja markkinaolosuhteista riippuen ammoniumsulfaattilannoite voi kompensoida ammoniakkipohjaisen savukaasujen rikinpoiston kustannuksia ja mahdollisesti tuottaa huomattavaa voittoa.
| Tehokkaan ammoniakin rikinpoistoprosessin kaaviokuva |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd on yksi Kiinan suurimmista piikarbidikeraamisten uusien materiaalien ratkaisuista. Tekninen piikarbidikeramiikka: Moh-kovuus on 9 (New Moh-kovuus on 13), ja sillä on erinomainen eroosiota ja korroosiota kestävä rakenne, erinomainen hankauksenkestävyys ja hapettumisenestokyky. Piikarbidituotteen käyttöikä on 4–5 kertaa pidempi kuin 92-prosenttisella alumiinioksidimateriaalilla. RBSiC:n MOR on 5–7 kertaa SNBSC:n arvo, joten sitä voidaan käyttää monimutkaisempien muotojen valmistukseen. Tarjousprosessi on nopea, toimitus on luvattu ja laatu on vertaansa vailla. Haastamme aina tavoitteitamme ja annamme sydämemme takaisin yhteiskunnalle.







