نازل سیلیکون کاربید FGD برای گوگردزدایی در نیروگاه




نازلهای جاذب گوگردزدایی گاز دودکش (FGD)
حذف اکسیدهای گوگرد، که معمولاً به عنوان SOx شناخته میشوند، از گازهای خروجی با استفاده از یک واکنشگر قلیایی، مانند دوغاب سنگ آهک مرطوب.
وقتی سوختهای فسیلی در فرآیندهای احتراق برای راهاندازی دیگهای بخار، کورهها یا سایر تجهیزات مورد استفاده قرار میگیرند، پتانسیل انتشار SO2 یا SO3 را به عنوان بخشی از گاز خروجی دارند. این اکسیدهای گوگرد به راحتی با سایر عناصر واکنش میدهند و ترکیبات مضری مانند اسید سولفوریک را تشکیل میدهند و پتانسیل تأثیر منفی بر سلامت انسان و محیط زیست را دارند. با توجه به این اثرات بالقوه، کنترل این ترکیب در گازهای دودکش بخش مهمی از نیروگاههای زغالسنگ سوز و سایر کاربردهای صنعتی است.
با توجه به نگرانیهای مربوط به فرسایش، گرفتگی و تجمع، یکی از قابل اعتمادترین سیستمها برای کنترل این انتشارات، فرآیند گوگردزدایی مرطوب گاز دودکش (FGD) در برج باز با استفاده از سنگ آهک، آهک هیدراته، آب دریا یا سایر محلولهای قلیایی است. نازلهای اسپری قادرند این دوغابها را به طور موثر و قابل اعتمادی در برجهای جذب توزیع کنند. این نازلها با ایجاد الگوهای یکنواخت از قطرات با اندازه مناسب، قادرند به طور موثر سطح مورد نیاز برای جذب مناسب را ایجاد کنند و در عین حال ورود محلول شستشو به گاز دودکش را به حداقل برسانند.


انتخاب نازل جاذب FGD:
عوامل مهمی که باید در نظر گرفته شوند:
چگالی و ویسکوزیته محیط شستشو
اندازه قطرات مورد نیاز
اندازه صحیح قطرات برای اطمینان از میزان جذب مناسب ضروری است.
جنس نازل
از آنجایی که گاز دودکش اغلب خورنده است و سیال شستشو اغلب دوغابی با محتوای جامد بالا و خواص سایندگی است، انتخاب ماده مناسب مقاوم در برابر خوردگی و سایش مهم است.
مقاومت در برابر گرفتگی نازل
از آنجایی که سیال شستشو اغلب دوغابی با محتوای جامد بالا است، انتخاب نازل با توجه به مقاومت در برابر گرفتگی مهم است.
الگوی پاشش نازل و محل قرارگیری آن
برای اطمینان از جذب مناسب، پوشش کامل جریان گاز بدون نیاز به بایپس و زمان ماند کافی، مهم است.
اندازه و نوع اتصال نازل
دبیهای مورد نیاز سیال شستشو
افت فشار موجود (∆P) در سراسر نازل
∆P = فشار ورودی در ورودی نازل - فشار فرآیند در خارج از نازل
مهندسان باتجربه ما میتوانند در تعیین اینکه کدام نازل مطابق با جزئیات طراحی شما عمل خواهد کرد، کمک کنند.
کاربردها و صنایع رایج نازل جاذب FGD:
نیروگاههای زغالسنگی و سایر نیروگاههای سوخت فسیلی
پالایشگاههای نفت
زبالهسوزهای شهری
کورههای سیمان
کارخانههای ذوب فلزات
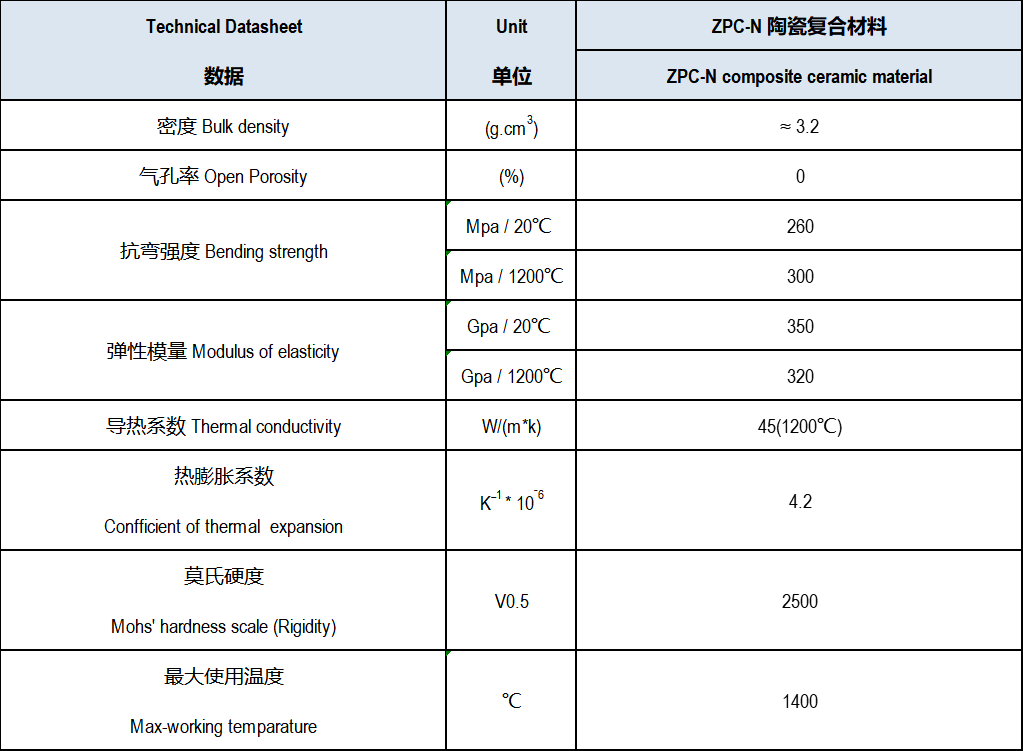
برگه اطلاعات مواد SiC
معایب آهک/سنگ آهک
همانطور که در شکل 1 نشان داده شده است، سیستمهای FGD که از اکسیداسیون اجباری آهک/سنگ آهک (LSFO) استفاده میکنند، شامل سه زیرسیستم اصلی هستند:
- آماده سازی، جابجایی و نگهداری معرف ها
- مخزن جاذب
- مدیریت ضایعات و محصولات جانبی
آمادهسازی معرف شامل انتقال سنگ آهک خرد شده (CaCO3) از یک سیلوی ذخیرهسازی به یک مخزن تغذیه همزندار است. سپس دوغاب سنگ آهک حاصل به همراه گاز دودکش دیگ بخار و هوای اکسیدکننده به مخزن جاذب پمپ میشود. نازلهای اسپری قطرات ریز معرف را که سپس در خلاف جهت گاز دودکش ورودی جریان مییابند، هدایت میکنند. SO2 موجود در گاز دودکش با معرف غنی از کلسیم واکنش داده و سولفیت کلسیم (CaSO3) و CO2 تشکیل میدهد. هوای وارد شده به جاذب، اکسیداسیون CaSO3 را به CaSO4 (به شکل دیهیدرات) افزایش میدهد.
واکنشهای اساسی LSFO عبارتند از:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
دوغاب اکسید شده در کف جاذب جمع میشود و متعاقباً به همراه معرف تازه به هدرهای نازل اسپری بازگردانده میشود. بخشی از جریان بازیافتی به سیستم مدیریت پسماند/محصول جانبی منتقل میشود که معمولاً شامل هیدروسیکلونها، فیلترهای درام یا تسمهای و یک مخزن نگهدارنده فاضلاب/مایع همزندار است. فاضلاب از مخزن نگهدارنده به مخزن تغذیه معرف سنگ آهک یا به یک هیدروسیکلون بازگردانده میشود که در آنجا سرریز به عنوان پساب حذف میشود.
| شماتیک فرآیند معمول شستشوی مرطوب اکسیداتین اجباری با آهک/سنگ آهک |
 |
سیستمهای LSFO مرطوب معمولاً میتوانند به راندمان حذف SO2 بین ۹۵ تا ۹۷ درصد دست یابند. با این حال، رسیدن به سطوح بالاتر از ۹۷.۵ درصد برای برآورده کردن الزامات کنترل انتشار گازهای گلخانهای دشوار است، به خصوص برای کارخانههایی که از زغالسنگهای با گوگرد بالا استفاده میکنند. کاتالیزورهای منیزیم را میتوان اضافه کرد یا سنگ آهک را میتوان به آهک با واکنشپذیری بالاتر (CaO) کلسینه کرد، اما چنین اصلاحاتی شامل تجهیزات اضافی کارخانه و هزینههای نیروی کار و برق مرتبط است. به عنوان مثال، کلسینه کردن به آهک نیاز به نصب یک کوره آهک جداگانه دارد. همچنین، آهک به راحتی رسوب میکند و این امر پتانسیل تشکیل رسوب در اسکرابر را افزایش میدهد.
هزینه کلسیناسیون با کوره آهک را میتوان با تزریق مستقیم سنگ آهک به کوره دیگ بخار کاهش داد. در این روش، آهک تولید شده در دیگ بخار به همراه گاز دودکش به اسکرابر منتقل میشود. مشکلات احتمالی شامل رسوب دیگ بخار، تداخل در انتقال حرارت و غیرفعال شدن آهک به دلیل سوختن بیش از حد در دیگ بخار است. علاوه بر این، آهک دمای جریان خاکستر مذاب را در دیگهای بخار زغال سنگ کاهش میدهد و منجر به رسوبات جامدی میشود که در غیر این صورت رخ نمیدادند.
پسماند مایع حاصل از فرآیند LSFO معمولاً به همراه پسماند مایع از سایر نقاط نیروگاه به حوضچههای تثبیت هدایت میشود. پساب مایع مرطوب FGD میتواند با ترکیبات سولفیت و سولفات اشباع شود و ملاحظات زیستمحیطی معمولاً رهاسازی آن را به رودخانهها، نهرها یا سایر آبراهها محدود میکند. همچنین، بازیافت فاضلاب/مایعات به اسکرابر میتواند منجر به تجمع نمکهای سدیم، پتاسیم، کلسیم، منیزیم یا کلرید محلول شود. این گونهها در نهایت میتوانند متبلور شوند، مگر اینکه تخلیه کافی برای حفظ غلظت نمک محلول در زیر اشباع فراهم شود. مشکل دیگر، سرعت پایین تهنشینی جامدات پسماند است که منجر به نیاز به حوضچههای تثبیت بزرگ و با حجم بالا میشود. در شرایط معمول، لایه تهنشین شده در یک حوضچه تثبیت میتواند حتی پس از چند ماه ذخیرهسازی، حاوی 50 درصد یا بیشتر فاز مایع باشد.
سولفات کلسیم بازیابی شده از دوغاب بازیافتی جاذب میتواند حاوی مقادیر زیادی سنگ آهک واکنش نداده و خاکستر سولفیت کلسیم باشد. این آلایندهها میتوانند مانع از فروش سولفات کلسیم به عنوان گچ مصنوعی برای استفاده در تولید تخته دیوار، گچ و سیمان شوند. سنگ آهک واکنش نداده ناخالصی غالب موجود در گچ مصنوعی است و همچنین یک ناخالصی رایج در گچ طبیعی (استخراج شده) است. در حالی که خود سنگ آهک با خواص محصولات نهایی تخته دیوار تداخلی ندارد، خواص سایندگی آن باعث ایجاد مشکلات سایش برای تجهیزات فرآوری میشود. سولفیت کلسیم یک ناخالصی ناخواسته در هر گچی است زیرا اندازه ذرات ریز آن باعث ایجاد مشکلات پوسته پوسته شدن و سایر مشکلات فرآوری مانند شستشوی کیک و آبگیری میشود.
اگر جامدات تولید شده در فرآیند LSFO به صورت تجاری به عنوان گچ مصنوعی قابل فروش نباشند، این امر مشکل دفع زباله قابل توجهی را ایجاد میکند. برای یک دیگ بخار ۱۰۰۰ مگاواتی که ۱ درصد زغال سنگ گوگردی را میسوزاند، مقدار گچ تقریباً ۵۵۰ تن (کوتاه مدت) در روز است. برای همان نیروگاه که ۲ درصد زغال سنگ گوگردی را میسوزاند، تولید گچ تقریباً به ۱۱۰۰ تن در روز افزایش مییابد. با اضافه کردن حدود ۱۰۰۰ تن در روز برای تولید خاکستر بادی، کل تناژ زباله جامد برای حالت ۱ درصد زغال سنگ گوگردی به حدود ۱۵۵۰ تن در روز و برای حالت ۲ درصد گوگرد به ۲۱۰۰ تن در روز میرسد.
مزایای EADS
یک جایگزین فناوری اثباتشده برای شستشوی LSFO، جایگزینی سنگ آهک با آمونیاک به عنوان معرف برای حذف SO2 است. اجزای آسیاب، ذخیرهسازی، جابجایی و حمل و نقل معرف جامد در یک سیستم LSFO با مخازن ذخیرهسازی ساده برای آمونیاک آبی یا بیآب جایگزین میشوند. شکل 2 شماتیک جریان سیستم EADS ارائه شده توسط JET Inc. را نشان میدهد.
آمونیاک، گاز دودکش، هوای اکسیدکننده و آب فرآیندی وارد یک جاذب حاوی نازلهای اسپری در چندین سطح میشوند. نازلها قطرات ریز معرف حاوی آمونیاک را تولید میکنند تا تماس نزدیک معرف با گاز دودکش ورودی طبق واکنشهای زیر تضمین شود:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 موجود در جریان گاز دودکش با آمونیاک در نیمه بالایی مخزن واکنش داده و سولفیت آمونیوم تولید میکند. کف مخزن جاذب به عنوان مخزن اکسیداسیون عمل میکند که در آن هوا، سولفیت آمونیوم را به سولفات آمونیوم اکسید میکند. محلول سولفات آمونیوم حاصل، در چندین سطح در جاذب، به هدرهای نازل اسپری پمپ میشود. قبل از اینکه گاز دودکش تصفیه شده از بالای جاذب خارج شود، از یک جداکننده عبور میکند که قطرات مایع موجود را به هم متصل کرده و ذرات ریز را به دام میاندازد.
واکنش آمونیاک با SO2 و اکسیداسیون سولفیت به سولفات، میزان مصرف واکنشگر بالایی را به همراه دارد. به ازای هر پوند آمونیاک مصرفی، چهار پوند سولفات آمونیوم تولید میشود.
همانند فرآیند LSFO، بخشی از جریان بازیافت واکنشگر/محصول میتواند برای تولید یک محصول جانبی تجاری خارج شود. در سیستم EADS، محلول محصول خروجی به یک سیستم بازیابی جامدات متشکل از یک هیدروسیکلون و سانتریفیوژ پمپ میشود تا محصول سولفات آمونیوم قبل از خشک شدن و بستهبندی تغلیظ شود. تمام مایعات (سرریز هیدروسیکلون و کنسانتره سانتریفیوژ) به یک مخزن دوغاب هدایت میشوند و سپس دوباره به جریان بازیافت سولفات آمونیوم جاذب وارد میشوند.

- سیستمهای EADS راندمان حذف SO2 بالاتری (بیش از 99%) ارائه میدهند که به نیروگاههای زغالسنگسوز انعطافپذیری بیشتری برای ترکیب زغالسنگهای ارزانتر و با گوگرد بالاتر میدهد.
- در حالی که سیستمهای LSFO به ازای هر تن SO2 حذف شده، 0.7 تن CO2 تولید میکنند، فرآیند EADS هیچ CO2 تولید نمیکند.
- از آنجا که آهک و سنگ آهک در مقایسه با آمونیاک برای حذف SO2 واکنشپذیری کمتری دارند، برای دستیابی به نرخ گردش بالا، مصرف آب فرآیندی و انرژی پمپاژ بالاتری مورد نیاز است. این امر منجر به هزینههای عملیاتی بالاتر برای سیستمهای LSFO میشود.
- هزینههای سرمایهای برای سیستمهای EADS مشابه هزینههای ساخت یک سیستم LSFO است. همانطور که در بالا ذکر شد، در حالی که سیستم EADS به تجهیزات فرآوری و بستهبندی محصول جانبی سولفات آمونیوم نیاز دارد، امکانات آمادهسازی واکنشگر مرتبط با LSFO برای آسیاب کردن، جابجایی و حمل و نقل مورد نیاز نیست.
بارزترین مزیت EADS حذف هر دو نوع زباله مایع و جامد است. فناوری EADS یک فرآیند بدون تخلیه مایع است، به این معنی که نیازی به تصفیه فاضلاب نیست. محصول جانبی جامد سولفات آمونیوم به راحتی قابل فروش است؛ سولفات آمونیاک پرکاربردترین کود و جزء کود در جهان است و انتظار میرود رشد بازار جهانی آن تا سال 2030 ادامه یابد. علاوه بر این، در حالی که تولید سولفات آمونیوم به سانتریفیوژ، خشککن، نوار نقاله و تجهیزات بستهبندی نیاز دارد، این اقلام غیر اختصاصی و از نظر تجاری در دسترس هستند. بسته به شرایط اقتصادی و بازار، کود سولفات آمونیوم میتواند هزینههای گوگردزدایی گاز دودکش مبتنی بر آمونیاک را جبران کند و به طور بالقوه سود قابل توجهی را فراهم کند.
| شماتیک فرآیند گوگردزدایی کارآمد آمونیاک |
 |


شرکت سرامیکهای ویژه شاندونگ ژونگپنگ، یکی از بزرگترین ارائهدهندگان مواد جدید سرامیکی سیلیکون کاربید در چین است. سرامیک فنی SiC: سختی Moh برابر با 9 (سختی Moh جدید برابر با 13 است)، با مقاومت عالی در برابر فرسایش و خوردگی، مقاومت عالی در برابر سایش و ضد اکسیداسیون. عمر مفید محصول SiC 4 تا 5 برابر بیشتر از مواد آلومینای 92٪ است. MOR RBSiC 5 تا 7 برابر SNBSC است، میتوان از آن برای اشکال پیچیدهتر استفاده کرد. فرآیند استعلام قیمت سریع، تحویل طبق وعده و کیفیت بینظیر است. ما همیشه در به چالش کشیدن اهداف خود پافشاری میکنیم و قلب خود را به جامعه بازمیگردانیم.







