Boquilla de desulfuración de gas de carburo de silicio para desulfuración en centrales eléctricas




Boquillas de absorción para desulfuración de gases de combustión (FGD)
Eliminación de óxidos de azufre, comúnmente conocidos como SOx, de los gases de escape utilizando un reactivo alcalino, como una suspensión de piedra caliza húmeda.
Cuando se utilizan combustibles fósiles en procesos de combustión para el funcionamiento de calderas, hornos u otros equipos, pueden liberar SO₂ o SO₃ como parte de los gases de escape. Estos óxidos de azufre reaccionan fácilmente con otros elementos para formar compuestos nocivos como el ácido sulfúrico y pueden afectar negativamente la salud humana y el medio ambiente. Debido a estos posibles efectos, el control de este compuesto en los gases de combustión es esencial en las centrales eléctricas de carbón y otras aplicaciones industriales.
Debido a los problemas de erosión, taponamiento y acumulación, uno de los sistemas más fiables para controlar estas emisiones es un proceso de desulfuración húmeda de gases de combustión (FGD) de torre abierta que utiliza piedra caliza, cal hidratada, agua de mar u otra solución alcalina. Las boquillas de pulverización distribuyen estas lodos de forma eficaz y fiable en las torres de absorción. Al crear patrones uniformes de gotas de tamaño adecuado, estas boquillas crean la superficie necesaria para una absorción adecuada, minimizando al mismo tiempo la entrada de la solución depuradora en los gases de combustión.


Selección de una boquilla de absorción FGD:
Factores importantes a considerar:
Densidad y viscosidad de los medios de depuración
Tamaño de gota requerido
El tamaño correcto de las gotas es esencial para garantizar tasas de absorción adecuadas.
Material de la boquilla
Como el gas de combustión suele ser corrosivo y el fluido de depuración es frecuentemente una suspensión con alto contenido de sólidos y propiedades abrasivas, es importante seleccionar el material adecuado resistente a la corrosión y al desgaste.
Resistencia a la obstrucción de la boquilla
Como el fluido depurador es frecuentemente una suspensión con un alto contenido de sólidos, la selección de la boquilla teniendo en cuenta la resistencia a las obstrucciones es importante.
Patrón y ubicación de la boquilla de pulverización
Para garantizar una absorción adecuada, es importante cubrir completamente la corriente de gas sin derivación y con un tiempo de residencia suficiente.
Tamaño y tipo de conexión de la boquilla
Caudales de fluido depurador requeridos
Caída de presión disponible (∆P) a través de la boquilla
∆P = presión de suministro en la entrada de la boquilla – presión del proceso fuera de la boquilla
Nuestros ingenieros experimentados pueden ayudarle a determinar qué boquilla funcionará según lo requerido con los detalles de su diseño.
Usos e industrias comunes de las boquillas de absorción de FGD:
Centrales eléctricas de carbón y otros combustibles fósiles
refinerías de petróleo
Incineradores de residuos municipales
hornos de cemento
Fundiciones de metales
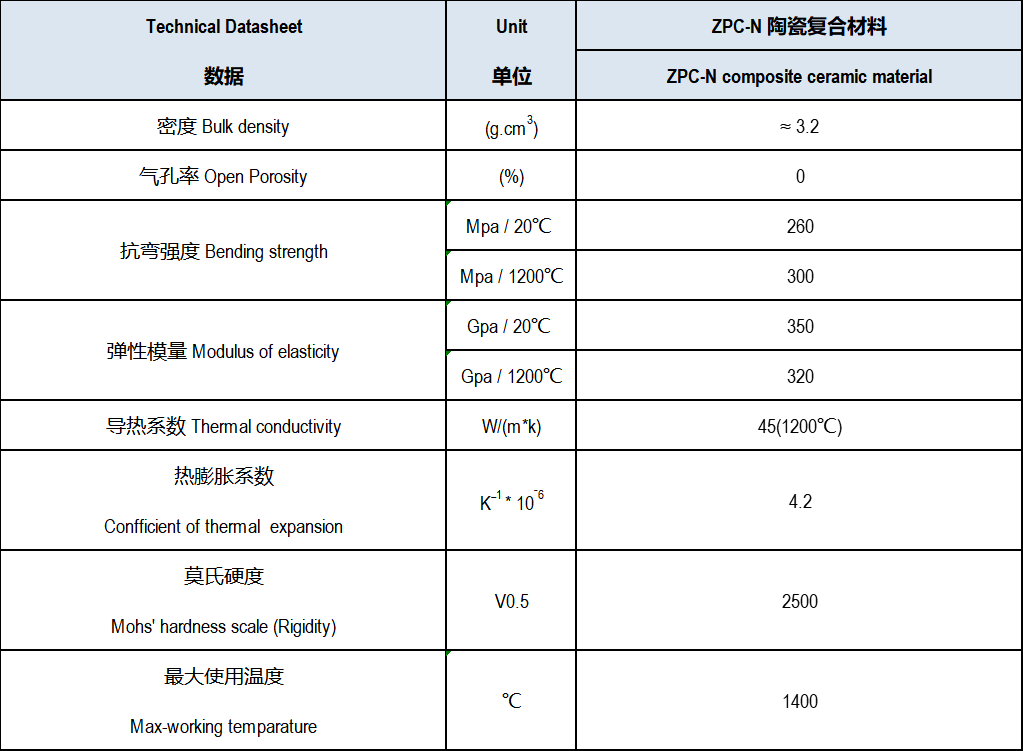
Hoja de datos del material SiC
Desventajas de la cal/piedra caliza
Como se muestra en la Figura 1, los sistemas FGD que emplean oxidación forzada de cal/caliza (LSFO) incluyen tres subsistemas principales:
- Preparación, manipulación y almacenamiento de reactivos
- Recipiente absorbedor
- Manejo de residuos y subproductos
La preparación del reactivo consiste en transportar piedra caliza triturada (CaCO₃) desde un silo de almacenamiento a un tanque de alimentación con agitación. La suspensión de piedra caliza resultante se bombea al recipiente absorbedor junto con los gases de combustión de la caldera y el aire oxidante. Las boquillas de pulverización suministran finas gotas de reactivo que fluyen a contracorriente hacia los gases de combustión entrantes. El SO₂ de los gases de combustión reacciona con el reactivo rico en calcio para formar sulfito de calcio (CaSO₃) y CO₂. El aire introducido en el absorbedor promueve la oxidación del CaSO₃ a CaSO₃ (forma dihidratada).
Las reacciones básicas del LSFO son:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
La suspensión oxidada se acumula en el fondo del absorbedor y posteriormente se recicla junto con reactivo fresco a los cabezales de las boquillas de pulverización. Una parte de la corriente de reciclaje se retira al sistema de manejo de residuos/subproductos, que generalmente consta de hidrociclones, filtros de tambor o banda y un tanque agitado de almacenamiento de aguas residuales/licor. Las aguas residuales del tanque de almacenamiento se reciclan al tanque de alimentación de reactivo de piedra caliza o a un hidrociclón, donde el rebose se elimina como efluente.
| Esquema típico del proceso de depuración húmeda por oxidación forzada de cal/piedra caliza |
 |
Los sistemas LSFO húmedos suelen alcanzar eficiencias de eliminación de SO₂ del 95-97 %. Sin embargo, alcanzar niveles superiores al 97,5 % para cumplir con los requisitos de control de emisiones es difícil, especialmente en plantas que utilizan carbones con alto contenido de azufre. Se pueden añadir catalizadores de magnesio o calcinar la piedra caliza para obtener cal (CaO) de mayor reactividad, pero estas modificaciones implican equipos adicionales en la planta y los consiguientes costos de mano de obra y energía. Por ejemplo, la calcinación para obtener cal requiere la instalación de un horno de cal independiente. Además, la cal se precipita fácilmente, lo que aumenta la posibilidad de formación de incrustaciones en el depurador.
El coste de la calcinación con un horno de cal se puede reducir inyectando directamente piedra caliza en el horno de la caldera. Con este método, la cal generada en la caldera se transporta con los gases de combustión al depurador. Entre los posibles problemas se incluyen la incrustación en la caldera, la interferencia con la transferencia de calor y la inactivación de la cal debido a la sobrecombustión en la caldera. Además, la cal reduce la temperatura de flujo de las cenizas fundidas en las calderas de carbón, lo que provoca la formación de depósitos sólidos que de otro modo no se producirían.
Los residuos líquidos del proceso LSFO suelen dirigirse a estanques de estabilización junto con los residuos líquidos de otras partes de la central eléctrica. El efluente líquido húmedo de FGD puede estar saturado con compuestos de sulfito y sulfato, y las consideraciones ambientales suelen limitar su liberación a ríos, arroyos u otros cursos de agua. Además, el reciclaje de aguas residuales/licores al depurador puede provocar la acumulación de sales disueltas de sodio, potasio, calcio, magnesio o cloruro. Estas especies pueden cristalizar con el tiempo, a menos que se proporcione suficiente purga para mantener las concentraciones de sales disueltas por debajo de la saturación. Un problema adicional es la lenta tasa de sedimentación de los sólidos residuales, lo que resulta en la necesidad de estanques de estabilización de gran volumen. En condiciones típicas, la capa sedimentada en un estanque de estabilización puede contener un 50 % o más de fase líquida, incluso después de varios meses de almacenamiento.
El sulfato de calcio recuperado de la suspensión de reciclaje del absorbedor puede contener un alto contenido de caliza sin reaccionar y cenizas de sulfito de calcio. Estos contaminantes pueden impedir la venta del sulfato de calcio como yeso sintético para la producción de paneles de yeso, escayola y cemento. La caliza sin reaccionar es la impureza predominante en el yeso sintético y también es una impureza común en el yeso natural (de extracción). Si bien la caliza en sí no afecta las propiedades de los paneles de yeso, sus propiedades abrasivas presentan problemas de desgaste en los equipos de procesamiento. El sulfito de calcio es una impureza indeseable en cualquier yeso, ya que su fino tamaño de partícula plantea problemas de incrustaciones y otros problemas de procesamiento, como el lavado y la deshidratación de la torta.
Si los sólidos generados en el proceso LSFO no se comercializan como yeso sintético, se plantea un problema considerable de eliminación de residuos. Para una caldera de 1000 MW que quema carbón con un 1% de azufre, la cantidad de yeso es de aproximadamente 550 toneladas (cortas)/día. Para la misma planta que quema carbón con un 2% de azufre, la producción de yeso aumenta a aproximadamente 1100 toneladas/día. Si se añaden unas 1000 toneladas/día para la producción de cenizas volantes, el tonelaje total de residuos sólidos asciende a aproximadamente 1550 toneladas/día para el caso del carbón con un 1% de azufre y a 2100 toneladas/día para el caso del 2% de azufre.
Ventajas de EADS
Una alternativa tecnológica probada a la depuración con LSFO consiste en sustituir la piedra caliza por amoníaco como reactivo para la eliminación de SO₂. Los componentes de molienda, almacenamiento, manipulación y transporte de reactivos sólidos en un sistema LSFO se sustituyen por simples tanques de almacenamiento para amoníaco acuoso o anhidro. La Figura 2 muestra un esquema de flujo del sistema EADS, proporcionado por JET Inc.
El amoníaco, los gases de combustión, el aire oxidante y el agua de proceso entran en un absorbedor con múltiples niveles de boquillas de pulverización. Las boquillas generan finas gotas de reactivo amoniaco para asegurar un contacto directo del reactivo con los gases de combustión entrantes, según las siguientes reacciones:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
El SO₂ de la corriente de gases de combustión reacciona con el amoníaco en la mitad superior del recipiente para producir sulfito de amonio. La parte inferior del recipiente absorbedor funciona como tanque de oxidación, donde el aire oxida el sulfito de amonio a sulfato de amonio. La solución de sulfato de amonio resultante se bombea de vuelta a los cabezales de las boquillas de pulverización en varios niveles del absorbedor. Antes de que el gas de combustión depurado salga por la parte superior del absorbedor, pasa por un desempañador que coalesce las gotas de líquido arrastradas y captura las partículas finas.
La reacción del amoníaco con SO₂ y la oxidación del sulfito a sulfato permiten una alta tasa de utilización de reactivos. Se producen 1,8 kg de sulfato de amonio por cada kg de amoníaco consumido.
Al igual que en el proceso LSFO, una parte de la corriente de reciclaje de reactivo/producto puede extraerse para producir un subproducto comercial. En el sistema EADS, la solución del producto de partida se bombea a un sistema de recuperación de sólidos compuesto por un hidrociclón y una centrífuga para concentrar el sulfato de amonio antes del secado y envasado. Todos los líquidos (el rebose del hidrociclón y el concentrado de la centrífuga) se devuelven a un tanque de lodos y luego se reintroducen en la corriente de reciclaje de sulfato de amonio del absorbedor.

- Los sistemas EADS proporcionan mayores eficiencias de eliminación de SO2 (>99%), lo que otorga a las centrales eléctricas de carbón más flexibilidad para mezclar carbones más baratos y con mayor contenido de azufre.
- Mientras que los sistemas LSFO crean 0,7 toneladas de CO2 por cada tonelada de SO2 eliminada, el proceso EADS no produce CO2.
- Dado que la cal y la piedra caliza son menos reactivas que el amoníaco para la eliminación de SO₂, se requiere un mayor consumo de agua de proceso y mayor energía de bombeo para lograr altas tasas de circulación. Esto se traduce en mayores costos operativos para los sistemas LSFO.
- Los costos de capital de los sistemas EADS son similares a los de la construcción de un sistema LSFO. Como se mencionó anteriormente, si bien el sistema EADS requiere equipos de procesamiento y envasado de subproductos de sulfato de amonio, las instalaciones de preparación de reactivos asociadas con el LSFO no son necesarias para la molienda, la manipulación ni el transporte.
La ventaja más distintiva de EADS es la eliminación de residuos líquidos y sólidos. La tecnología EADS es un proceso sin vertido de líquidos, lo que significa que no requiere tratamiento de aguas residuales. El sulfato de amonio sólido, como subproducto, es fácilmente comercializable; el sulfato de amonio es el fertilizante y componente de fertilizantes más utilizado en el mundo, y se prevé un crecimiento del mercado mundial hasta 2030. Además, si bien la fabricación de sulfato de amonio requiere una centrífuga, un secador, una cinta transportadora y equipos de envasado, estos elementos no están patentados y están disponibles comercialmente. Dependiendo de las condiciones económicas y del mercado, el fertilizante de sulfato de amonio puede compensar los costos de la desulfuración de gases de combustión a base de amoníaco y potencialmente generar una rentabilidad sustancial.
| Esquema del proceso eficiente de desulfuración de amoníaco |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd. es una de las empresas más grandes de China en soluciones de nuevos materiales cerámicos de carburo de silicio. Cerámica técnica de SiC: dureza Moh 9 (nueva dureza Moh 13), con excelente resistencia a la erosión, corrosión, abrasión y oxidación. La vida útil de los productos de SiC es de 4 a 5 veces mayor que la de los materiales con 92% de alúmina. El MOR del RBSiC es de 5 a 7 veces mayor que el del SNBSC, lo que permite su uso en formas más complejas. El proceso de cotización es rápido, la entrega se realiza según lo prometido y la calidad es insuperable. Siempre nos esforzamos por superar nuestros objetivos y por contribuir con la sociedad.







