Siliziumkarbid-REA-Düse zur Entschwefelung in Kraftwerken




Rauchgasentschwefelungs-Absorberdüsen
Entfernung von Schwefeloxiden, allgemein als SOx bezeichnet, aus Abgasen mittels eines alkalischen Reagenz, wie beispielsweise einer nassen Kalksteinsuspension.
Bei der Verbrennung fossiler Brennstoffe zum Betrieb von Kesseln, Öfen oder anderen Anlagen können SO₂ oder SO₃ als Teil des Abgases freigesetzt werden. Diese Schwefeloxide reagieren leicht mit anderen Elementen und bilden schädliche Verbindungen wie Schwefelsäure. Sie können die menschliche Gesundheit und die Umwelt negativ beeinflussen. Aufgrund dieser potenziellen Auswirkungen ist die Kontrolle dieser Verbindungen in den Abgasen ein wesentlicher Bestandteil des Betriebs von Kohlekraftwerken und anderen industriellen Anlagen.
Aufgrund von Erosion, Verstopfung und Ablagerungen ist die Nassentschwefelung von Rauchgasen mit offenem Turm und Kalkstein, Kalkhydrat, Meerwasser oder anderen alkalischen Lösungen eines der zuverlässigsten Systeme zur Emissionskontrolle. Sprühdüsen verteilen diese Suspensionen effektiv und zuverlässig in den Absorptionstürmen. Durch die Erzeugung gleichmäßiger Muster aus Tröpfchen geeigneter Größe schaffen die Düsen die für eine optimale Absorption notwendige Oberfläche und minimieren gleichzeitig den Eintrag der Waschlösung in das Rauchgas.


Auswahl einer Rauchgasentschwefelungsdüse:
Wichtige Faktoren, die zu berücksichtigen sind:
Dichte und Viskosität des Waschmediums
Erforderliche Tropfengröße
Die richtige Tropfengröße ist entscheidend für eine angemessene Absorptionsrate.
Düsenmaterial
Da Rauchgase oft korrosiv sind und die Waschflüssigkeit häufig eine Suspension mit hohem Feststoffgehalt und abrasiven Eigenschaften darstellt, ist die Auswahl des geeigneten korrosions- und verschleißbeständigen Materials von Bedeutung.
Düsenverstopfungsresistenz
Da es sich bei der Waschflüssigkeit häufig um eine Suspension mit hohem Feststoffgehalt handelt, ist die Auswahl der Düse im Hinblick auf Verstopfungsresistenz von Bedeutung.
Sprühbild und Positionierung der Düse
Um eine ordnungsgemäße Absorption zu gewährleisten, ist eine vollständige Bedeckung des Gasstroms ohne Bypass und eine ausreichende Verweilzeit wichtig.
Düsenanschlussgröße und -art
Erforderliche Durchflussraten der Waschflüssigkeit
Verfügbarer Druckabfall (∆P) über die Düse
∆P = Versorgungsdruck am Düseneinlass – Prozessdruck außerhalb der Düse
Unsere erfahrenen Ingenieure helfen Ihnen gerne dabei, die Düse zu ermitteln, die gemäß Ihren Konstruktionsvorgaben die erforderlichen Funktionen erfüllt.
Gängige Anwendungsbereiche und Branchen für Rauchgasentschwefelungsdüsen:
Kohle- und andere fossile Kraftwerke
Erdölraffinerien
Müllverbrennungsanlagen
Zementöfen
Metallschmelzen
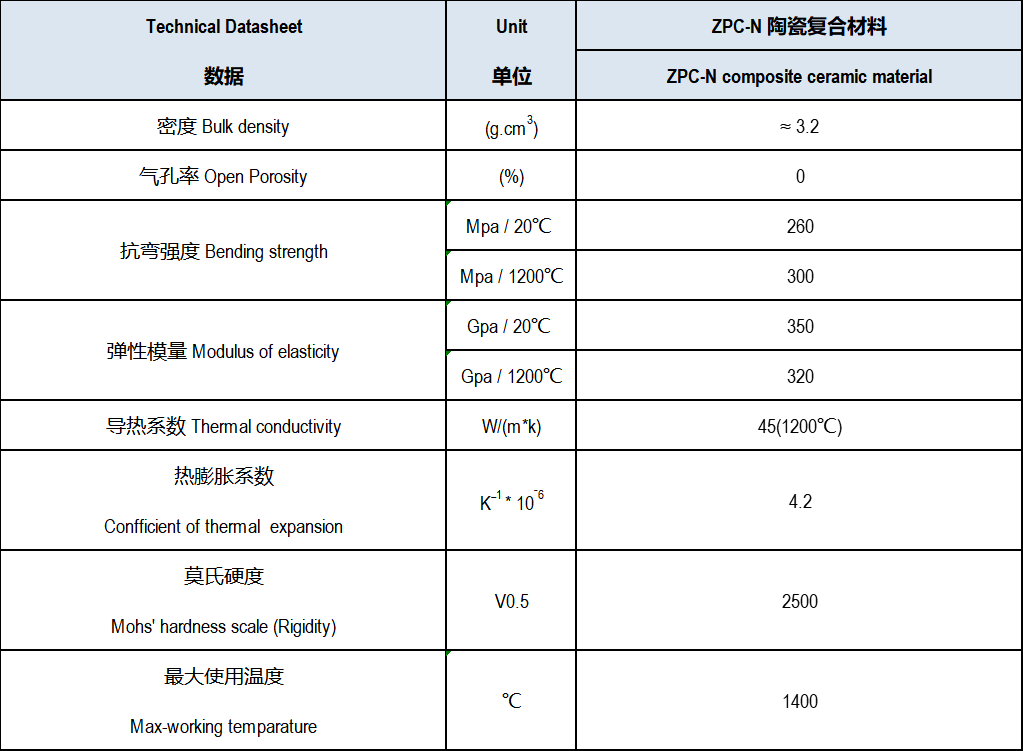
SiC-Materialdatenblatt
Nachteile von Kalk/Kalkstein
Wie in Abbildung 1 dargestellt, umfassen Rauchgasentschwefelungssysteme mit Kalk-/Kalkstein-Zwangsoxidation (LSFO) drei Hauptteilsysteme:
- Reagenzienherstellung, -handhabung und -lagerung
- Absorberbehälter
- Abfall- und Nebenproduktbehandlung
Die Reagenzherstellung umfasst das Fördern von gebrochenem Kalkstein (CaCO3) aus einem Lagersilo in einen Rührbehälter. Die entstehende Kalksteinsuspension wird anschließend zusammen mit dem Kesselabgas und oxidierender Luft in den Absorberbehälter gepumpt. Sprühdüsen versprühen feine Reagenztröpfchen, die im Gegenstrom zum einströmenden Abgas strömen. Das im Abgas enthaltene SO2 reagiert mit dem calciumreichen Reagenz zu Calciumsulfit (CaSO3) und CO2. Die in den Absorber eingeleitete Luft fördert die Oxidation von CaSO3 zu CaSO4 (Dihydrat).
Die grundlegenden LSFO-Reaktionen sind:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Die oxidierte Suspension sammelt sich am Boden des Absorbers und wird anschließend zusammen mit frischem Reagenz zu den Sprühdüsen zurückgeführt. Ein Teil des Rückführungsstroms wird der Abfall-/Nebenproduktbehandlungsanlage zugeführt, die typischerweise aus Hydrozyklonen, Trommel- oder Bandfiltern und einem Rührwerksbehälter für Abwasser/Flüssigkeit besteht. Das Abwasser aus dem Sammelbehälter wird entweder zurück in den Kalkstein-Reagenzbehälter oder in einen Hydrozyklon geleitet, wo der Überlauf als Abwasser abgeführt wird.
| Schematische Darstellung des typischen Nassreinigungsverfahrens mit forcierter Oxidation von Kalk/Kalkstein |
 |
Nass-LSFO-Systeme erreichen typischerweise SO₂-Abscheidegrade von 95–97 Prozent. Werte über 97,5 Prozent zu erreichen, um die Emissionsgrenzwerte zu erfüllen, ist jedoch schwierig, insbesondere für Anlagen, die schwefelreiche Kohle verwenden. Magnesiumkatalysatoren können zugesetzt oder der Kalkstein zu reaktiverem Kalk (CaO) kalziniert werden. Solche Modifikationen erfordern jedoch zusätzliche Anlagenausrüstung sowie damit verbundene Arbeits- und Energiekosten. Beispielsweise ist für die Kalzinierung zu Kalk die Installation eines separaten Kalkofens notwendig. Zudem fällt Kalk leicht aus, was das Risiko von Kesselsteinbildung im Wäscher erhöht.
Die Kosten der Kalzinierung im Kalkofen lassen sich durch direkte Einspritzung von Kalkstein in den Kesselofen senken. Dabei wird der im Kessel entstehende Kalk mit dem Rauchgas in den Wäscher transportiert. Mögliche Probleme sind Kesselablagerungen, Beeinträchtigungen des Wärmeaustauschs und die Inaktivierung des Kalks durch Überverbrennung im Kessel. Zudem senkt der Kalk die Fließtemperatur der flüssigen Asche in Kohlekesseln, was zu Ablagerungen führt, die sich andernfalls nicht bilden würden.
Flüssige Abfälle aus dem LSFO-Prozess werden üblicherweise zusammen mit flüssigen Abfällen aus anderen Bereichen des Kraftwerks in Absetzbecken geleitet. Das feuchte Abwasser aus der Rauchgasentschwefelung (REA) kann mit Sulfit- und Sulfatverbindungen gesättigt sein, weshalb seine Einleitung in Flüsse, Bäche oder andere Gewässer aus Umweltschutzgründen in der Regel begrenzt ist. Die Rückführung von Abwasser/Flüssigkeit in den Wäscher kann zudem zur Anreicherung von gelösten Natrium-, Kalium-, Calcium-, Magnesium- oder Chloridsalzen führen. Diese können schließlich kristallisieren, wenn nicht ausreichend Ableitung erfolgt, um die Konzentrationen der gelösten Salze unterhalb der Sättigungsgrenze zu halten. Ein weiteres Problem ist die langsame Sedimentation der Feststoffe, die den Einsatz großer Absetzbecken mit hohem Volumen erforderlich macht. Unter typischen Bedingungen kann die abgesetzte Schicht in einem Absetzbecken selbst nach mehrmonatiger Lagerung noch 50 Prozent oder mehr Flüssigkeit enthalten.
Das aus der Absorber-Recyclingsuspension gewonnene Calciumsulfat kann hohe Anteile an nicht umgesetztem Kalkstein und Calciumsulfitasche aufweisen. Diese Verunreinigungen können verhindern, dass das Calciumsulfat als synthetischer Gips für die Herstellung von Gipskartonplatten, Putz und Zement verkauft werden kann. Nicht umgesetzter Kalkstein ist die vorherrschende Verunreinigung in synthetischem Gips und kommt auch häufig in natürlichem (abgebautem) Gips vor. Obwohl Kalkstein selbst die Eigenschaften von Gipskartonplatten nicht beeinträchtigt, führt seine abrasive Wirkung zu Verschleißproblemen an den Verarbeitungsanlagen. Calciumsulfit ist eine unerwünschte Verunreinigung in jedem Gips, da seine feine Partikelgröße Ablagerungsprobleme und andere Verarbeitungsprobleme wie das Waschen und Entwässern des Gipskuchens verursacht.
Wenn die im LSFO-Verfahren entstehenden Feststoffe nicht als synthetischer Gips marktfähig sind, stellt dies ein erhebliches Entsorgungsproblem dar. Bei einem 1000-MW-Kessel, der mit 1 % schwefelhaltiger Kohle befeuert wird, beträgt die Gipsmenge etwa 550 Tonnen (kurz) pro Tag. Bei demselben Kraftwerk, das mit 2 % schwefelhaltiger Kohle befeuert wird, steigt die Gipsproduktion auf etwa 1100 Tonnen pro Tag. Rechnet man noch etwa 1000 Tonnen pro Tag für die Flugascheproduktion hinzu, ergibt sich eine Gesamtmenge an festen Abfällen von etwa 1550 Tonnen pro Tag bei 1 % schwefelhaltiger Kohle und 2100 Tonnen pro Tag bei 2 % schwefelhaltiger Kohle.
EADS-Vorteile
Eine bewährte Technologiealternative zur LSFO-Wäsche ersetzt Kalkstein durch Ammoniak als Reagenz zur SO₂-Entfernung. Die Komponenten für das Mahlen, Lagern, Handhaben und Transportieren des Feststoffreagenz in einem LSFO-System werden durch einfache Lagertanks für wässriges oder wasserfreies Ammoniak ersetzt. Abbildung 2 zeigt ein Fließschema des von JET Inc. bereitgestellten EADS-Systems.
Ammoniak, Rauchgas, oxidierende Luft und Prozesswasser gelangen in einen Absorber mit mehreren Ebenen von Sprühdüsen. Die Düsen erzeugen feine Tröpfchen eines ammoniakhaltigen Reagenz, um gemäß den folgenden Reaktionen einen innigen Kontakt des Reagenz mit dem einströmenden Rauchgas zu gewährleisten:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
Das im Rauchgasstrom enthaltene SO₂ reagiert im oberen Teil des Behälters mit Ammoniak zu Ammoniumsulfit. Im unteren Teil des Absorberbehälters dient es als Oxidationsbehälter, in dem Luft das Ammoniumsulfit zu Ammoniumsulfat oxidiert. Die entstehende Ammoniumsulfatlösung wird auf mehreren Ebenen im Absorber zu den Sprühdüsen zurückgepumpt. Bevor das gereinigte Rauchgas den Absorber oben verlässt, durchströmt es einen Demister, der mitgerissene Flüssigkeitströpfchen abscheidet und Feinstaub zurückhält.
Die Ammoniakreaktion mit SO₂ und die Sulfitoxidation zu Sulfat ermöglichen eine hohe Reagenzienausbeute. Aus jedem Pfund verbrauchtem Ammoniak werden vier Pfund Ammoniumsulfat gewonnen.
Wie beim LSFO-Verfahren kann auch hier ein Teil des Reagenz-/Produktrückführungsstroms zur Gewinnung eines kommerziellen Nebenprodukts entnommen werden. Im EADS-System wird die entnommene Produktlösung in ein Feststoffrückgewinnungssystem gepumpt, das aus einem Hydrozyklon und einer Zentrifuge besteht, um das Ammoniumsulfatprodukt vor der Trocknung und Verpackung zu konzentrieren. Alle Flüssigkeiten (Hydrozyklonüberlauf und Zentrifugenzentrat) werden in einen Schlammtank zurückgeleitet und anschließend wieder dem Ammoniumsulfat-Rückführungsstrom des Absorbers zugeführt.

- EADS-Systeme bieten höhere SO2-Abscheidegrade (>99%), was Kohlekraftwerken mehr Flexibilität bei der Beimischung von billigeren, schwefelreicheren Kohlen gibt.
- Während LSFO-Systeme 0,7 Tonnen CO2 pro Tonne entferntem SO2 erzeugen, produziert das EADS-Verfahren kein CO2.
- Da Kalk und Kalkstein im Vergleich zu Ammoniak bei der SO₂-Entfernung weniger reaktiv sind, ist ein höherer Prozesswasserverbrauch und eine höhere Pumpenergie erforderlich, um hohe Umwälzraten zu erzielen. Dies führt zu höheren Betriebskosten für LSFO-Systeme.
- Die Investitionskosten für EADS-Systeme sind vergleichbar mit denen für den Bau eines LSFO-Systems. Wie bereits erwähnt, benötigt das EADS-System zwar Anlagen zur Verarbeitung und Verpackung des Ammoniumsulfat-Nebenprodukts, die für LSFO erforderlichen Reagenzienaufbereitungsanlagen sind jedoch für Mahlen, Handhabung und Transport nicht notwendig.
Der größte Vorteil von EADS liegt in der Vermeidung von flüssigen und festen Abfällen. Die EADS-Technologie ist ein abwasserfreies Verfahren, d. h. es ist keine Abwasserbehandlung erforderlich. Das feste Nebenprodukt Ammoniumsulfat ist gut vermarktbar; Ammoniumsulfat ist der weltweit am häufigsten verwendete Dünger und Düngemittelbestandteil, und der Weltmarkt wird voraussichtlich bis 2030 weiter wachsen. Obwohl für die Herstellung von Ammoniumsulfat Zentrifuge, Trockner, Förderband und Verpackungsanlagen benötigt werden, sind diese Komponenten nicht patentgeschützt und im Handel erhältlich. Abhängig von der Wirtschaftslage und den Marktbedingungen kann der Ammoniumsulfat-Dünger die Kosten für die Rauchgasentschwefelung mit Ammoniak ausgleichen und potenziell einen erheblichen Gewinn erzielen.
| Schema eines effizienten Ammoniakentschwefelungsprozesses |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd. ist einer der größten Anbieter von neuen Werkstofflösungen für Siliciumcarbid-Keramik in China. SiC-Technikkeramik: Mohshärte 9 (neue Mohshärte 13), hervorragende Beständigkeit gegen Erosion und Korrosion, exzellente Abriebfestigkeit und Oxidationsbeständigkeit. Die Lebensdauer von SiC-Produkten ist 4- bis 5-mal länger als die von 92%igem Aluminiumoxid. Die Biegefestigkeit (MOR) von RBSiC ist 5- bis 7-mal höher als die von SNBSC, wodurch sich komplexere Formen realisieren lassen. Wir bieten schnelle Angebotserstellung, pünktliche Lieferung und höchste Qualität. Wir stellen uns stets neuen Herausforderungen und engagieren uns für die Gesellschaft.







