Насадка з карбіду кремнію для десульфуризації на електростанції




Абсорбційні форсунки для десульфурації димових газів (ДГГ)
Видалення оксидів сірки, які зазвичай називають SOx, з відпрацьованих газів за допомогою лужного реагенту, такого як вологе вапнякове шлам.
Коли викопне паливо використовується в процесах згоряння для роботи котлів, печей або іншого обладнання, воно потенційно може виділяти SO2 або SO3 у складі вихлопних газів. Ці оксиди сірки легко реагують з іншими елементами, утворюючи шкідливі сполуки, такі як сірчана кислота, і можуть негативно впливати на здоров'я людини та навколишнє середовище. Через ці потенційні наслідки контроль цієї сполуки в димових газах є важливою частиною вугільних електростанцій та інших промислових застосувань.
Через проблеми з ерозією, засміченням та накопиченням відкладень, однією з найнадійніших систем контролю цих викидів є процес мокрої десульфурації димових газів (ДДГ) у відкритій башті з використанням вапняку, гашеного вапна, морської води або іншого лужного розчину. Розпилювальні форсунки здатні ефективно та надійно розподіляти ці суспензії в абсорбційні башти. Створюючи рівномірні візерунки крапель правильного розміру, ці форсунки здатні ефективно створювати площу поверхні, необхідну для належного поглинання, мінімізуючи при цьому потрапляння очищувального розчину в димові гази.


Вибір абсорбційної насадки для димування газів:
Важливі фактори, які слід враховувати:
Щільність та в'язкість очищувального середовища
Необхідний розмір краплі
Правильний розмір крапель є важливим для забезпечення належної швидкості поглинання
Матеріал сопла
Оскільки димові гази часто є корозійними, а очищувальна рідина часто являє собою суспензію з високим вмістом твердих речовин та абразивними властивостями, важливо вибрати відповідний матеріал, стійкий до корозії та зносу.
Стійкість до засмічення сопел
Оскільки рідина для чищення часто являє собою суспензію з високим вмістом твердих речовин, важливий вибір сопла з урахуванням стійкості до засмічення.
Схема розпилення та розташування форсунок
Для забезпечення належного поглинання важливо повне покриття газового потоку без байпасу та достатнього часу перебування.
Розмір і тип з'єднання сопла
Необхідна швидкість потоку рідини для очищення
Доступний перепад тиску (∆P) на сопло
∆P = тиск подачі на вході сопла – тиск процесу зовні сопла
Наші досвідчені інженери можуть допомогти визначити, яка форсунка працюватиме відповідно до ваших конструктивних особливостей.
Поширені способи використання та галузі промисловості абсорбційних насадок для димування димом:
Вугільні та інші електростанції, що працюють на викопному паливі
Нафтопереробні заводи
Сміттєспалювачі побутових відходів
Цементні печі
Металоплавильні заводи
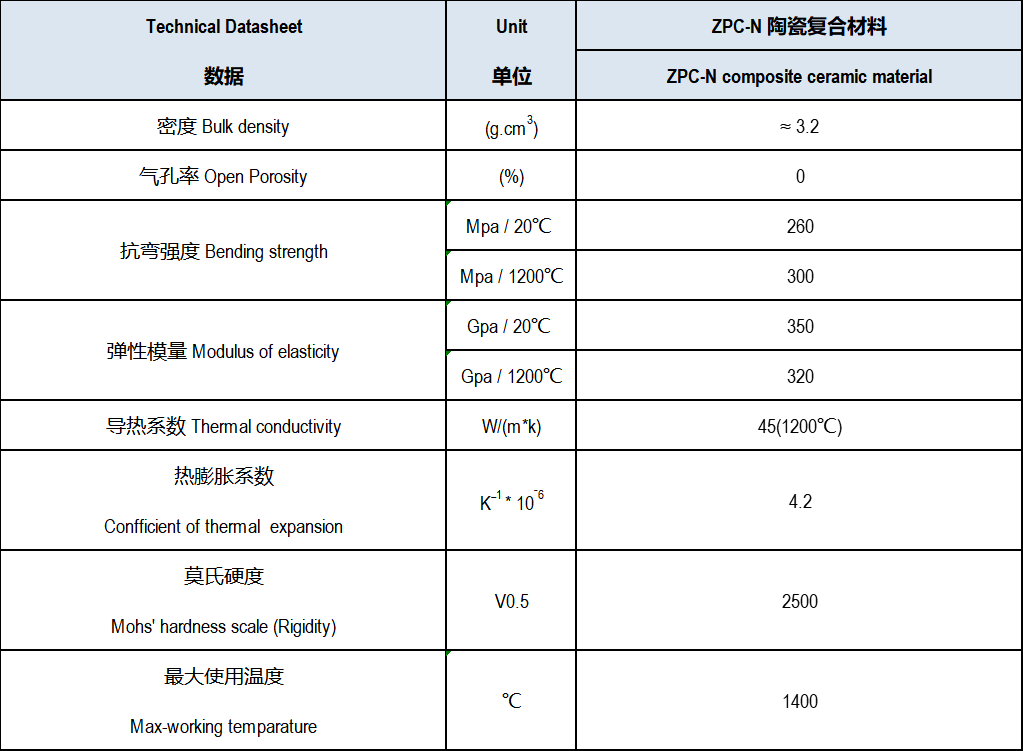
Специфікація матеріалу SiC
Недоліки вапна/вапняку
Як показано на рисунку 1, системи дегазації газу (ДГГ), що використовують примусове окислення вапном/вапняком (ПДО), включають три основні підсистеми:
- Підготовка, обробка та зберігання реагентів
- Абсорбційна ємність
- Поводження з відходами та побічними продуктами
Підготовка реагенту полягає у транспортуванні подрібненого вапняку (CaCO3) із силосу для зберігання до резервуара з перемішуванням. Отримана вапнякова суспензія потім перекачується до абсорбера разом з димовими газами котла та окислювальним повітрям. Розпилювальні форсунки подають дрібні краплі реагенту, які потім протікають протитечією до вхідного димового газу. SO2 у димовому газі реагує з багатим на кальцій реагентом, утворюючи сульфіт кальцію (CaSO3) та CO2. Повітря, що подається в абсорбер, сприяє окисленню CaSO3 до CaSO4 (дигідратна форма).
Основні реакції LSFO:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Окислена пульпа збирається в нижній частині абсорбера і згодом рециркулює разом зі свіжим реагентом назад до колекторів розпилювальних форсунок. Частина рециркуляційного потоку відводиться в систему обробки відходів/побічних продуктів, яка зазвичай складається з гідроциклонів, барабанних або стрічкових фільтрів та резервуара для збору стічних вод/ліку з перемішуванням. Стічні води з резервуара рециркулюють назад у резервуар для подачі вапнякового реагенту або в гідроциклон, де надлишок видаляється як стічні води.
| Типова схема процесу мокрого скруберування з примусовим окисленням вапна/вапняку |
 |
Системи мокрого очищення кисню від сульфату зазвичай можуть досягати ефективності видалення SO2 на рівні 95-97 відсотків. Однак досягнення рівнів вище 97,5 відсотка для задоволення вимог щодо контролю викидів є складним завданням, особливо для установок, що використовують вугілля з високим вмістом сірки. Можна додавати магнієві каталізатори або прожарювати вапняк до вапна з вищою реакційною здатністю (CaO), але такі модифікації передбачають додаткове обладнання установки та пов'язані з цим витрати на робочу силу та електроенергію. Наприклад, прожарювання до вапна вимагає встановлення окремої вапняної печі. Крім того, вапно легко осідає, і це збільшує потенціал утворення накипу в скрубері.
Вартість кальцинації у вапняній печі можна зменшити, безпосередньо вводячи вапняк у топку котла. За такого підходу вапно, що утворюється в котлі, переноситься разом з димовими газами в скрубер. Можливі проблеми включають забруднення котла, перешкоджання теплопередачі та інактивацію вапна через надмірне випалювання в котлі. Крім того, вапно знижує температуру потоку розплавленого золи у вугільних котлах, що призводить до утворення твердих відкладень, яких в іншому випадку не було б.
Рідкі відходи процесу LSFO зазвичай спрямовуються до стабілізаційних ставки разом із рідкими відходами з інших частин електростанції. Вологий рідкий стічний матеріал від FGD може бути насичений сульфітними та сульфатними сполуками, і екологічні міркування зазвичай обмежують його скидання в річки, струмки або інші водотоки. Крім того, рециркуляція стічних вод/ліку назад у скрубер може призвести до накопичення розчинених солей натрію, калію, кальцію, магнію або хлоридів. Ці речовини можуть зрештою кристалізуватися, якщо не забезпечити достатнє видалення, щоб утримувати концентрацію розчинених солей нижче насичення. Додатковою проблемою є повільна швидкість осідання твердих речовин відходів, що призводить до потреби у великих стабілізаційних ставках великого об'єму. У типових умовах шар осідання у стабілізаційному ставку може містити 50 відсотків або більше рідкої фази навіть після кількох місяців зберігання.
Сульфат кальцію, видобутий із суспензії рециркуляції абсорбера, може містити високий вміст непрореагованого вапняку та золи сульфіту кальцію. Ці забруднювачі можуть перешкоджати продажу сульфату кальцію як синтетичного гіпсу для використання у виробництві стінових плит, штукатурки та цементу. Непрореагований вапняк є переважною домішкою, що міститься в синтетичному гіпсі, а також є поширеною домішкою в природному (видобутому) гіпсі. Хоча сам вапняк не впливає на властивості кінцевих виробів з стінових плит, його абразивні властивості створюють проблеми зносу для технологічного обладнання. Сульфіт кальцію є небажаною домішкою в будь-якому гіпсі, оскільки його дрібні частинки створюють проблеми з утворенням окалини та інші проблеми з обробкою, такі як промивання осаду та зневоднення.
Якщо тверді речовини, що утворюються в процесі LSFO, не є комерційно придатними для продажу як синтетичний гіпс, це створює значну проблему утилізації відходів. Для котла потужністю 1000 МВт, що спалює 1% сірчаного вугілля, кількість гіпсу становить приблизно 550 тонн (короткий час)/день. Для тієї ж установки, що спалює 2% сірчаного вугілля, виробництво гіпсу зростає приблизно до 1100 тонн/день. Додаючи близько 1000 тонн/день для виробництва золи, це доводить загальний тоннаж твердих відходів до приблизно 1550 тонн/день для випадку з 1% сірчаного вугілля та 2100 тонн/день для випадку з 2% сірки.
Переваги EADS
Перевірена технологічна альтернатива скруберу LSFO полягає у заміні вапняку аміаком як реагентом для видалення SO2. Компоненти подрібнення, зберігання, обробки та транспортування твердих реагентів у системі LSFO замінюються простими резервуарами для зберігання водного або безводного аміаку. На рисунку 2 показано схему потоку системи EADS, наданої JET Inc.
Аміак, димовий газ, окислювальне повітря та технологічна вода потрапляють в абсорбер, що містить кілька рівнів розпилювальних форсунок. Форсунки генерують дрібні краплі реагенту, що містить аміак, для забезпечення тісного контакту реагенту з вхідним димовим газом відповідно до таких реакцій:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 у потоці димових газів реагує з аміаком у верхній половині резервуара, утворюючи сульфіт амонію. Дно резервуара абсорбера служить резервуаром для окислення, де повітря окислює сульфіт амонію до сульфату амонію. Отриманий розчин сульфату амонію перекачується назад до колекторів розпилювальних форсунок на кількох рівнях в абсорбері. Перш ніж очищений димовий газ вийде з верхньої частини абсорбера, він проходить через демістер, який об'єднує будь-які захоплені краплі рідини та вловлює дрібні частинки.
Реакція аміаку з SO2 та окислення сульфіту до сульфату забезпечує високий коефіцієнт використання реагенту. На кожен фунт спожитого аміаку утворюється чотири фунти сульфату амонію.
Як і в процесі LSFO, частину потоку реагенту/продукту можна відводити для отримання комерційного побічного продукту. У системі EADS розчин відібраного продукту перекачується до системи рекуперації твердих речовин, що складається з гідроциклону та центрифуги, для концентрування продукту сульфату амонію перед сушінням та упаковкою. Всі рідини (перелив гідроциклону та концентрат центрифуги) спрямовуються назад у шламовий резервуар, а потім знову вводяться в потік рециркуляції сульфату амонію абсорбера.

- Системи EADS забезпечують вищу ефективність видалення SO2 (>99%), що надає вугільним електростанціям більшу гнучкість у змішуванні дешевшого вугілля з вищим вмістом сірки.
- У той час як системи LSFO створюють 0,7 тонни CO2 на кожну тонну видаленого SO2, процес EADS CO2 не виробляє.
- Оскільки вапно та вапняк менш реакційноздатні порівняно з аміаком для видалення SO2, для досягнення високої швидкості циркуляції потрібне більше споживання технологічної води та енергії на перекачування. Це призводить до вищих експлуатаційних витрат для систем LSFO.
- Капітальні витрати на системи EADS аналогічні витратам на будівництво системи LSFO. Як зазначалося вище, хоча система EADS вимагає обладнання для переробки та пакування побічних продуктів сульфату амонію, обладнання для підготовки реагентів, пов'язане з LSFO, не потрібне для подрібнення, обробки та транспортування.
Найбільш помітною перевагою EADS є усунення як рідких, так і твердих відходів. Технологія EADS – це процес з нульовим скиданням рідини, що означає відсутність потреби в очищенні стічних вод. Твердий побічний продукт – сульфат амонію – легко доступний на ринку; сульфат амонію є найбільш використовуваним добривом та компонентом добрив у світі, і очікується, що зростання світового ринку продовжиться до 2030 року. Крім того, хоча для виробництва сульфату амонію потрібні центрифуга, сушарка, конвеєр та пакувальне обладнання, ці предмети не є патентованими та комерційно доступні. Залежно від економічних та ринкових умов, добриво на основі сульфату амонію може компенсувати витрати на десульфуризацію димових газів на основі аміаку та потенційно забезпечити значний прибуток.
| Схема ефективного процесу десульфуризації аміаку |
 |


Компанія Shandong Zhongpeng Special Ceramics Co., Ltd є одним з найбільших виробників нових керамічних матеріалів на основі карбіду кремнію в Китаї. Технічна кераміка SiC: твердість за шкалою Мооса становить 9 (нова твердість за шкалою Мооса — 13), з відмінною стійкістю до ерозії та корозії, відмінною стійкістю до стирання та окислення. Термін служби продукції з SiC у 4-5 разів довший, ніж у матеріалу з 92% глинозему. MOR RBSiC у 5-7 разів вищий, ніж у SNBSC, тому її можна використовувати для складніших форм. Процес формування комерційної пропозиції швидкий, доставка відповідає обіцянкам, а якість неперевершена. Ми завжди наполегливо прагнемо досягти своїх цілей і віддаємо свої серця суспільству.







