Šoba iz silicijevega karbida za razžvepljevanje v elektrarni




Šobe za absorpcijo pri razžvepljevanju dimnih plinov (FGD)
Odstranjevanje žveplovih oksidov, običajno imenovanih SOx, iz izpušnih plinov z uporabo alkalijskega reagenta, kot je mokra apnenčasta suspenzija.
Ko se fosilna goriva uporabljajo v procesih zgorevanja za pogon kotlov, peči ali druge opreme, lahko sproščajo SO2 ali SO3 kot del izpušnih plinov. Ti žveplovi oksidi zlahka reagirajo z drugimi elementi in tvorijo škodljive spojine, kot je žveplova kislina, in lahko negativno vplivajo na zdravje ljudi in okolje. Zaradi teh potencialnih učinkov je nadzor te spojine v dimnih plinih bistveni del termoelektrarn na premog in drugih industrijskih aplikacij.
Zaradi erozije, zamašitve in nabiranja oblog je eden najbolj zanesljivih sistemov za nadzor teh emisij postopek mokrega razžvepljevanja dimnih plinov (FGD) v odprtem stolpu z uporabo apnenca, hidriranega apna, morske vode ali druge alkalne raztopine. Razpršilne šobe lahko učinkovito in zanesljivo porazdelijo te suspenzije v absorpcijske stolpe. Z ustvarjanjem enakomernih vzorcev kapljic ustrezne velikosti lahko te šobe učinkovito ustvarijo površino, potrebno za pravilno absorpcijo, hkrati pa zmanjšajo vnos čistilne raztopine v dimne pline.


Izbira absorberne šobe za FGD:
Pomembni dejavniki, ki jih je treba upoštevati:
Gostota in viskoznost čistilnega medija
Zahtevana velikost kapljic
Pravilna velikost kapljic je bistvena za zagotovitev ustrezne stopnje absorpcije
Material šobe
Ker so dimni plini pogosto korozivni in je čistilna tekočina pogosto gnojevka z visoko vsebnostjo trdnih snovi in abrazivnimi lastnostmi, je pomembna izbira ustreznega materiala, odpornega proti koroziji in obrabi.
Odpornost na zamašitev šobe
Ker je čistilna tekočina pogosto gnojevka z visoko vsebnostjo trdnih snovi, je izbira šobe glede na odpornost proti zamašitvi pomembna.
Vzorec in postavitev šob za pršenje
Za zagotovitev ustrezne absorpcije je pomembna popolna pokritost plinskega toka brez obvoda in zadosten čas zadrževanja.
Velikost in vrsta priključka šobe
Zahtevani pretoki čistilne tekočine
Razpoložljivi padec tlaka (∆P) na šobi
∆P = dovodni tlak na vstopu v šobo – procesni tlak zunaj šobe
Naši izkušeni inženirji vam lahko pomagajo določiti, katera šoba bo delovala v skladu z zahtevami glede na vaše konstrukcijske podrobnosti.
Pogoste uporabe in panoge šob za absorpcijo dimnih plinov:
Termoelektrarne na premog in druga fosilna goriva
Naftne rafinerije
Sežigalnice komunalnih odpadkov
Cementne peči
Talilnice kovin
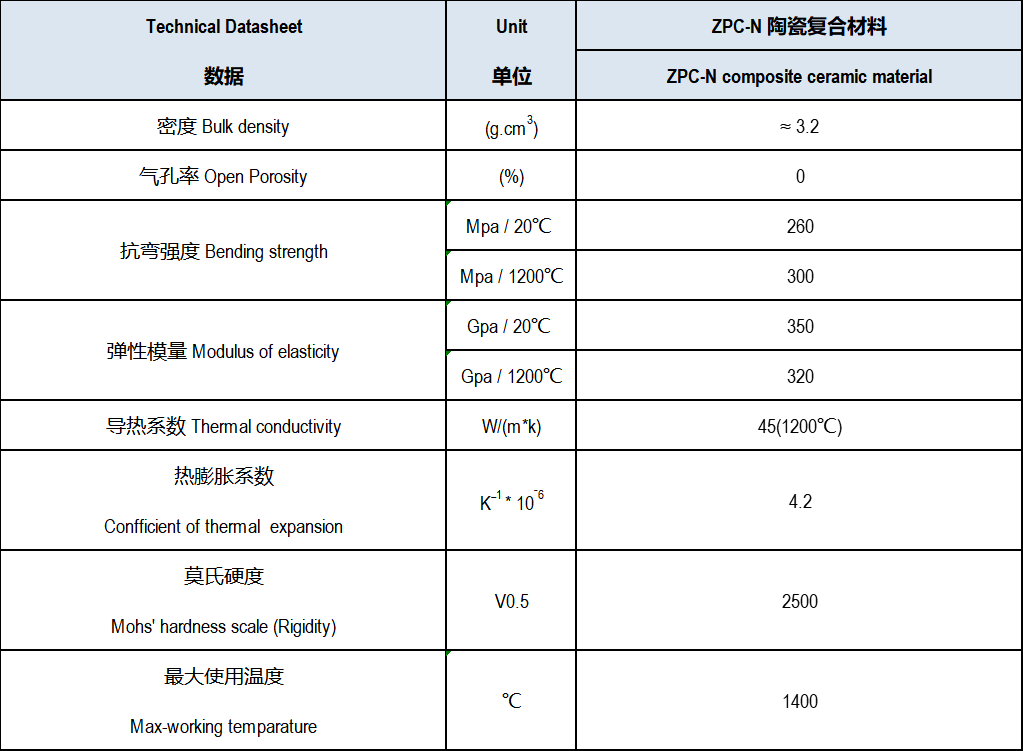
Podatkovni list o materialu SiC
Slabosti apna/apnenca
Kot je prikazano na sliki 1, sistemi za dimljenje dima, ki uporabljajo prisilno oksidacijo z apnom/apnencem (LSFO), vključujejo tri glavne podsisteme:
- Priprava, ravnanje in shranjevanje reagentov
- Absorpcijska posoda
- Ravnanje z odpadki in stranskimi proizvodi
Priprava reagenta je sestavljena iz prenosa zdrobljenega apnenca (CaCO3) iz silosa za shranjevanje v mešalni dovodni rezervoar. Nastala apnenčasta kaša se nato skupaj z dimnimi plini kotla in oksidacijskim zrakom črpa v absorpcijsko posodo. Razpršilne šobe dovajajo drobne kapljice reagenta, ki nato tečejo v nasprotni smeri proti vhodnim dimnim plinom. SO2 v dimnih plinih reagira z reagentom, bogatim s kalcijem, in tvori kalcijev sulfit (CaSO3) in CO2. Zrak, ki se dovaja v absorber, spodbuja oksidacijo CaSO3 v CaSO4 (dihidratna oblika).
Osnovne reakcije LSFO so:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Oksidirana gnojevka se zbira na dnu absorberja in se nato skupaj s svežim reagentom reciklira nazaj v razpršilne šobe. Del recikliranega toka se odpelje v sistem za ravnanje z odpadki/stranskimi produkti, ki ga običajno sestavljajo hidrocikloni, bobnasti ali tračni filtri in mešalni zbiralnik odpadne vode/tekočine. Odpadna voda iz zbiralnika se reciklira nazaj v dovodni rezervoar za apnenčasti reagent ali v hidrociklon, kjer se preliv odstrani kot odpadna voda.
| Shema tipičnega postopka mokrega čiščenja z apnom/apnencem s prisilno oksidacijo |
 |
Mokri sistemi LSFO običajno dosežejo učinkovitost odstranjevanja SO2 od 95 do 97 odstotkov. Vendar pa je doseganje ravni nad 97,5 odstotka za izpolnjevanje zahtev glede nadzora emisij težavno, zlasti za obrate, ki uporabljajo premog z visoko vsebnostjo žvepla. Dodati je mogoče magnezijeve katalizatorje ali pa se apnenec kalcinira v apno z višjo reaktivnostjo (CaO), vendar takšne modifikacije vključujejo dodatno opremo obrata in s tem povezane stroške dela in energije. Na primer, kalcinacija v apno zahteva namestitev ločene peči za apno. Poleg tega se apno zlahka obori, kar poveča možnost nastajanja vodnega kamna v čistilniku.
Stroške kalcinacije v apnenici je mogoče zmanjšati z neposrednim vbrizgavanjem apnenca v kurišče kotla. Pri tem pristopu se apno, ki nastane v kotlu, skupaj z dimnimi plini prenese v čistilnik. Možne težave vključujejo obrabo kotla, motnje v prenosu toplote in inaktivacijo apna zaradi prekomernega zgorevanja v kotlu. Poleg tega apno zniža temperaturo pretoka staljenega pepela v kotlih na premog, kar povzroči trdne usedline, ki se sicer ne bi pojavile.
Tekoči odpadki iz procesa LSFO se običajno usmerijo v stabilizacijske bazene skupaj s tekočimi odpadki iz drugih delov elektrarne. Mokri tekoči iztok iz FGD je lahko nasičen s sulfitnimi in sulfatnimi spojinami, okoljski vidiki pa običajno omejujejo njegov izpust v reke, potoke ali druge vodotoke. Prav tako lahko recikliranje odpadne vode/tekočine nazaj v čistilnik povzroči kopičenje raztopljenih natrijevih, kalijevih, kalcijevih, magnezijevih ali kloridnih soli. Te snovi lahko sčasoma kristalizirajo, razen če ni zagotovljeno zadostno odzračevanje, da se koncentracije raztopljenih soli ohranijo pod nasičenostjo. Dodatna težava je počasna stopnja usedanja trdnih snovi iz odpadkov, kar povzroči potrebo po velikih stabilizacijskih bazenih z veliko prostornino. V tipičnih pogojih lahko usedlina v stabilizacijskem bazenu vsebuje 50 odstotkov ali več tekoče faze tudi po več mesecih skladiščenja.
Kalcijev sulfat, pridobljen iz reciklirane brozge absorberja, lahko vsebuje veliko nereagiranega apnenca in pepela kalcijevega sulfita. Zaradi teh onesnaževalcev se kalcijev sulfat ne more prodati kot sintetični mavec za uporabo v proizvodnji stenskih plošč, ometa in cementa. Nereagirani apnenec je prevladujoča nečistoča v sintetičnem mavcu in je pogosta nečistoča tudi v naravnem (izkopanem) mavcu. Čeprav apnenec sam po sebi ne vpliva na lastnosti končnih izdelkov iz stenskih plošč, njegove abrazivne lastnosti povzročajo težave z obrabo procesne opreme. Kalcijev sulfit je neželena nečistoča v vsakem mavcu, saj njegova drobna velikost delcev povzroča težave z nabiranjem in druge težave pri predelavi, kot sta pranje in odstranjevanje vode iz pogače.
Če trdne snovi, nastale v postopku LSFO, niso komercialno primerne za prodajo kot sintetični sadra, to predstavlja precejšen problem pri odstranjevanju odpadkov. Za kotel z močjo 1000 MW, ki uporablja 1-odstotni žveplov premog, je količina sadre približno 550 ton (malo)/dan. Za isto elektrarno, ki uporablja 2-odstotni žveplov premog, se proizvodnja sadre poveča na približno 1100 ton/dan. Če dodamo še približno 1000 ton/dan za proizvodnjo elektrofiltrskega pepela, se skupna tonaža trdnih odpadkov poveča na približno 1550 ton/dan za primer 1-odstotnega žveplovega premoga in 2100 ton/dan za primer 2-odstotnega žveplovega premoga.
Prednosti EADS-a
Preizkušena tehnološka alternativa čiščenju z LSFO nadomešča apnenec z amonijakom kot reagentom za odstranjevanje SO2. Komponente za mletje, shranjevanje, ravnanje in transport trdnih reagentov v sistemu LSFO so nadomeščene s preprostimi rezervoarji za shranjevanje vodnega ali brezvodnega amoniaka. Slika 2 prikazuje shemo pretoka za sistem EADS, ki ga je zagotovil JET Inc.
Amonijak, dimni plini, oksidirajoči zrak in procesna voda vstopajo v absorber, ki vsebuje več nivojev razpršilnih šob. Šobe ustvarjajo drobne kapljice reagenta, ki vsebuje amonijak, da se zagotovi tesen stik reagenta z vhodnimi dimnimi plini v skladu z naslednjimi reakcijami:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 v dimnih plinih reagira z amonijakom v zgornji polovici posode in tvori amonijev sulfit. Dno absorpcijske posode služi kot oksidacijski rezervoar, kjer zrak oksidira amonijev sulfit v amonijev sulfat. Nastala raztopina amonijevega sulfata se črpa nazaj v razpršilne šobe na več ravneh v absorberju. Preden prečiščeni dimni plini zapustijo vrh absorberja, gredo skozi demister, ki združi vse ujete kapljice tekočine in ujame drobne delce.
Reakcija amonijaka z SO2 in oksidacija sulfita v sulfat dosežeta visoko stopnjo izkoriščenosti reagenta. Za vsak funt porabljenega amonijaka se proizvede štiri funte amonijevega sulfata.
Kot pri postopku LSFO se lahko del recikliranega toka reagenta/produkta odvzame za proizvodnjo komercialnega stranskega produkta. V sistemu EADS se raztopina odvzetega produkta prečrpa v sistem za zajemanje trdnih snovi, ki ga sestavljata hidrociklon in centrifuga, da se produkt amonijevega sulfata koncentrira pred sušenjem in pakiranjem. Vse tekočine (preliv hidrociklona in centrifugalni koncentrat) se usmerijo nazaj v rezervoar za gnojevko in nato ponovno vnesejo v reciklirani tok amonijevega sulfata v absorberju.

- Sistemi EADS zagotavljajo večjo učinkovitost odstranjevanja SO2 (> 99 %), kar termoelektrarnam na premog daje večjo fleksibilnost pri mešanju cenejšega premoga z višjo vsebnostjo žvepla.
- Medtem ko sistemi LSFO ustvarijo 0,7 tone CO2 za vsako tono odstranjenega SO2, postopek EADS ne proizvaja CO2.
- Ker sta apno in apnenec v primerjavi z amoniakom manj reaktivna za odstranjevanje SO2, je za doseganje visokih stopenj kroženja potrebna večja poraba procesne vode in črpalne energije. To ima za posledico višje obratovalne stroške za sisteme LSFO.
- Kapitalski stroški za sisteme EADS so podobni tistim za izgradnjo sistema LSFO. Kot je navedeno zgoraj, čeprav sistem EADS zahteva opremo za predelavo in pakiranje stranskih produktov amonijevega sulfata, obrati za pripravo reagentov, povezani z LSFO, niso potrebni za mletje, ravnanje in transport.
Najbolj izrazita prednost EADS je odprava tako tekočih kot trdnih odpadkov. Tehnologija EADS je postopek brez izpustov tekočin, kar pomeni, da čiščenje odpadne vode ni potrebno. Trdni stranski produkt amonijevega sulfata je zlahka tržen; amonijev sulfat je najpogosteje uporabljeno gnojilo in sestavina gnojil na svetu, pri čemer se do leta 2030 pričakuje rast svetovnega trga. Poleg tega, čeprav proizvodnja amonijevega sulfata zahteva centrifugo, sušilnik, transporter in opremo za pakiranje, ti predmeti niso lastniški in so komercialno dostopni. Glede na ekonomske in tržne razmere lahko gnojilo z amonijevim sulfatom izravna stroške razžvepljevanja dimnih plinov na osnovi amoniaka in potencialno zagotovi znaten dobiček.
| Shema učinkovitega postopka razžvepljevanja amoniaka |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd je eno največjih podjetij za nove materiale iz silicijevega karbida na Kitajskem. Tehnična keramika SiC: Mohsova trdota je 9 (nova Mohsova trdota je 13), z odlično odpornostjo proti eroziji in koroziji, odlično odpornostjo proti obrabi in antioksidaciji. Življenjska doba izdelka SiC je 4- do 5-krat daljša od 92-odstotnega materiala iz aluminijevega oksida. MOR RBSiC je 5- do 7-krat večji od SNBSC, zato se lahko uporablja za bolj kompleksne oblike. Postopek ponudbe je hiter, dostava je v skladu z obljubami, kakovost pa je neprekosljiva. Vedno vztrajamo pri doseganju svojih ciljev in vračamo svoja srca družbi.







