Bocal FGD de carboneto de silício para dessulfurização em usinas de energia




Bicos absorvedores de dessulfurização de gases de combustão (FGD)
Remoção de óxidos de enxofre, comumente chamados de SOx, de gases de escape usando um reagente alcalino, como uma pasta úmida de calcário.
Quando combustíveis fósseis são utilizados em processos de combustão para operar caldeiras, fornos ou outros equipamentos, eles podem liberar SO2 ou SO3 como parte dos gases de escape. Esses óxidos de enxofre reagem facilmente com outros elementos, formando compostos nocivos como o ácido sulfúrico, e podem afetar negativamente a saúde humana e o meio ambiente. Devido a esses potenciais efeitos, o controle desses compostos nos gases de combustão é essencial em usinas termelétricas a carvão e outras aplicações industriais.
Devido a preocupações com erosão, entupimento e acúmulo de resíduos, um dos sistemas mais confiáveis para controlar essas emissões é o processo de dessulfurização de gases de combustão (FGD) úmida em torre aberta, utilizando calcário, cal hidratada, água do mar ou outra solução alcalina. Bicos de pulverização são capazes de distribuir essas suspensões de forma eficaz e confiável nas torres de absorção. Ao criar padrões uniformes de gotículas com o tamanho adequado, esses bicos conseguem criar a área de superfície necessária para a absorção correta, minimizando o arraste da solução de lavagem para os gases de combustão.


Selecionando um bocal absorvedor FGD:
Fatores importantes a considerar:
Densidade e viscosidade do meio de lavagem
Tamanho de gota necessário
O tamanho correto das gotas é essencial para garantir taxas de absorção adequadas.
Material do bico
Como os gases de combustão são frequentemente corrosivos e o fluido de lavagem é muitas vezes uma pasta com alto teor de sólidos e propriedades abrasivas, a seleção do material adequado resistente à corrosão e ao desgaste é importante.
Resistência ao entupimento do bico
Como o fluido de lavagem é frequentemente uma pasta com alto teor de sólidos, a seleção do bocal considerando a resistência ao entupimento é importante.
Padrão e posicionamento do jato do bico
Para garantir uma absorção adequada, é importante que haja cobertura completa do fluxo de gás, sem desvios, e um tempo de residência suficiente.
Tamanho e tipo de conexão do bocal
Taxas de fluxo de fluido de lavagem necessárias
Queda de pressão disponível (∆P) através do bocal
∆P = pressão de alimentação na entrada do bocal – pressão do processo fora do bocal
Nossos engenheiros experientes podem ajudar a determinar qual bocal terá o desempenho necessário de acordo com os detalhes do seu projeto.
Aplicações e indústrias comuns de bicos absorvedores FGD:
Usinas de energia a carvão e outros combustíveis fósseis
Refinarias de petróleo
incineradores de resíduos municipais
Fornos de cimento
Fundições de metal
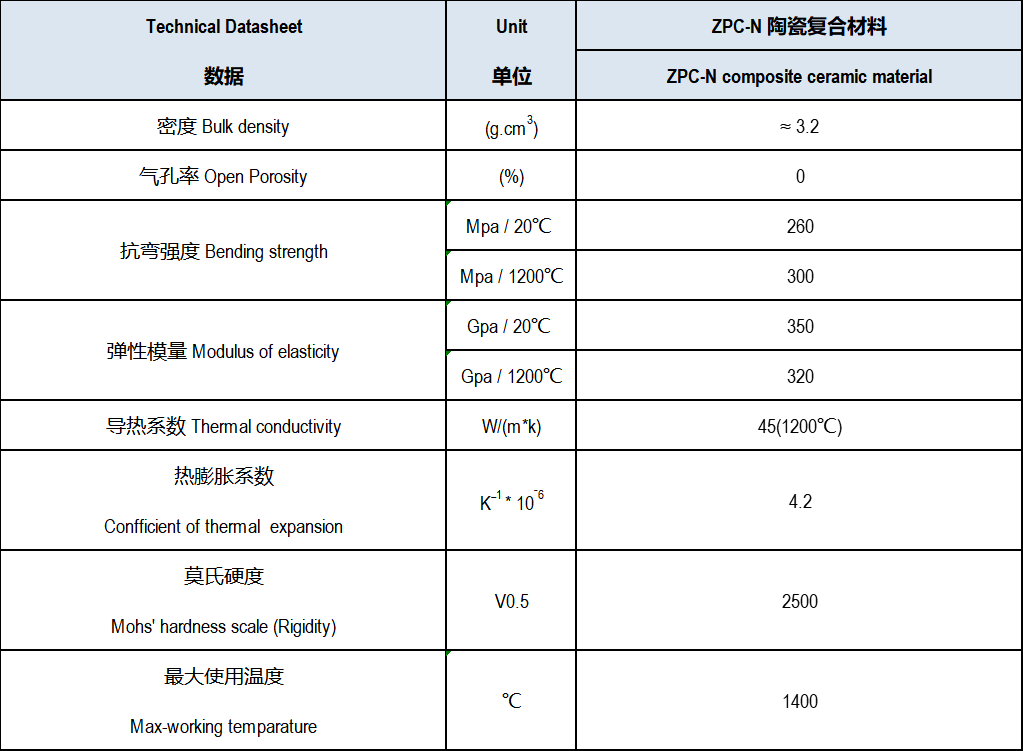
Ficha técnica do material SiC
Desvantagens do calcário/pedra calcária
Conforme ilustrado na Figura 1, os sistemas FGD que empregam oxidação forçada com cal/calcário (LSFO) incluem três subsistemas principais:
- Preparação, manuseio e armazenamento de reagentes
- Vaso absorvedor
- Gestão de resíduos e subprodutos
A preparação do reagente consiste em transportar calcário triturado (CaCO3) de um silo de armazenamento para um tanque de alimentação com agitação. A pasta de calcário resultante é então bombeada para o vaso absorvedor juntamente com os gases de combustão da caldeira e ar oxidante. Bicos pulverizadores liberam gotículas finas de reagente que fluem em contracorrente com os gases de combustão. O SO2 presente nos gases de combustão reage com o reagente rico em cálcio para formar sulfito de cálcio (CaSO3) e CO2. O ar introduzido no absorvedor promove a oxidação do CaSO3 a CaSO4 (forma di-hidratada).
As reações básicas do LSFO são:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
A pasta oxidada se acumula no fundo do absorvedor e é posteriormente reciclada, juntamente com reagente fresco, de volta para os cabeçotes dos bicos de pulverização. Uma porção do fluxo de reciclagem é direcionada para o sistema de tratamento de resíduos/subprodutos, que normalmente consiste em hidrociclones, filtros de tambor ou de correia e um tanque de retenção de águas residuais/líquido com agitação. As águas residuais do tanque de retenção são recicladas de volta para o tanque de alimentação do reagente de calcário ou para um hidrociclone, onde o excesso é removido como efluente.
| Esquema típico do processo de lavagem úmida por oxidação forçada de cal/calcário |
 |
Os sistemas LSFO úmidos normalmente atingem eficiências de remoção de SO2 de 95 a 97%. No entanto, alcançar níveis acima de 97,5% para atender aos requisitos de controle de emissões é difícil, especialmente para usinas que utilizam carvão com alto teor de enxofre. Catalisadores de magnésio podem ser adicionados ou o calcário pode ser calcinado para obter cal (CaO) de maior reatividade, mas tais modificações envolvem equipamentos adicionais na usina e os custos associados de mão de obra e energia. Por exemplo, a calcinação para obtenção de cal requer a instalação de um forno de cal separado. Além disso, a cal precipita facilmente, o que aumenta o potencial de formação de depósitos de incrustações no lavador de gases.
O custo da calcinação em forno de cal pode ser reduzido pela injeção direta de calcário na fornalha da caldeira. Nesse método, a cal gerada na caldeira é transportada pelos gases de combustão até o lavador de gases. Possíveis problemas incluem incrustação da caldeira, interferência na transferência de calor e inativação da cal devido à superaquecimento na caldeira. Além disso, a cal reduz a temperatura de fluxo das cinzas fundidas em caldeiras a carvão, resultando em depósitos sólidos que não ocorreriam de outra forma.
Os resíduos líquidos do processo LSFO são normalmente direcionados para lagoas de estabilização, juntamente com os resíduos líquidos de outras áreas da usina. O efluente líquido úmido do processo FGD pode estar saturado com compostos de sulfito e sulfato, e considerações ambientais geralmente limitam seu lançamento em rios, córregos ou outros cursos d'água. Além disso, a recirculação da água residual/líquido de volta para o lavador de gases pode levar ao acúmulo de sais dissolvidos de sódio, potássio, cálcio, magnésio ou cloreto. Essas espécies podem eventualmente cristalizar, a menos que haja purga suficiente para manter as concentrações de sais dissolvidos abaixo da saturação. Um problema adicional é a baixa taxa de sedimentação dos sólidos residuais, o que resulta na necessidade de lagoas de estabilização grandes e de alto volume. Em condições típicas, a camada sedimentada em uma lagoa de estabilização pode conter 50% ou mais de fase líquida, mesmo após vários meses de armazenamento.
O sulfato de cálcio recuperado da lama reciclada do absorvedor pode apresentar altos níveis de calcário não reagido e cinzas de sulfito de cálcio. Esses contaminantes podem impedir a comercialização do sulfato de cálcio como gesso sintético para uso na produção de placas de gesso, reboco e cimento. O calcário não reagido é a impureza predominante encontrada no gesso sintético e também é uma impureza comum no gesso natural (extraído de minas). Embora o calcário em si não interfira nas propriedades dos produtos finais de placas de gesso, suas propriedades abrasivas causam desgaste nos equipamentos de processamento. O sulfito de cálcio é uma impureza indesejável em qualquer gesso, pois seu tamanho de partícula fino causa problemas de incrustação e outros problemas de processamento, como lavagem e desidratação da massa de gesso.
Se os sólidos gerados no processo LSFO não forem comercialmente viáveis como gesso sintético, isso representa um problema considerável de descarte de resíduos. Para uma caldeira de 1000 MW que queima carvão com 1% de enxofre, a quantidade de gesso é de aproximadamente 550 toneladas (curtas)/dia. Para a mesma usina, queimando carvão com 2% de enxofre, a produção de gesso aumenta para aproximadamente 1100 toneladas/dia. Adicionando cerca de 1000 toneladas/dia para a produção de cinzas volantes, isso eleva a tonelagem total de resíduos sólidos para cerca de 1550 toneladas/dia no caso do carvão com 1% de enxofre e 2100 toneladas/dia no caso do carvão com 2% de enxofre.
Vantagens do EADS
Uma alternativa tecnológica comprovada à lavagem com LSFO substitui o calcário por amônia como reagente para a remoção de SO2. Os componentes de moagem, armazenamento, manuseio e transporte do reagente sólido em um sistema LSFO são substituídos por tanques de armazenamento simples para amônia aquosa ou anidra. A Figura 2 mostra um fluxograma do sistema EADS fornecido pela JET Inc.
Amônia, gases de combustão, ar oxidante e água de processo entram em um absorvedor contendo múltiplos níveis de bicos de pulverização. Os bicos geram gotículas finas de reagente contendo amônia para garantir o contato íntimo do reagente com os gases de combustão que entram, de acordo com as seguintes reações:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
O SO2 presente no fluxo de gases de combustão reage com a amônia na metade superior do vaso para produzir sulfito de amônio. A parte inferior do vaso absorvedor funciona como um tanque de oxidação, onde o ar oxida o sulfito de amônio a sulfato de amônio. A solução de sulfato de amônio resultante é bombeada de volta para os cabeçotes dos bicos de pulverização em vários níveis dentro do absorvedor. Antes de sair pelo topo do absorvedor, o gás de combustão purificado passa por um desembaçador que coalesce quaisquer gotículas de líquido em suspensão e captura partículas finas.
A reação da amônia com SO2 e a oxidação do sulfito a sulfato permitem uma alta taxa de utilização dos reagentes. Quatro libras de sulfato de amônio são produzidas para cada libra de amônia consumida.
Assim como no processo LSFO, uma porção do fluxo de reciclagem de reagente/produto pode ser retirada para produzir um subproduto comercial. No sistema EADS, a solução do produto inicial é bombeada para um sistema de recuperação de sólidos composto por um hidrociclone e uma centrífuga para concentrar o sulfato de amônio antes da secagem e embalagem. Todos os líquidos (transbordamento do hidrociclone e concentrado da centrífuga) são direcionados de volta para um tanque de lama e, em seguida, reintroduzidos no fluxo de reciclagem de sulfato de amônio do absorvedor.

- Os sistemas EADS proporcionam maior eficiência na remoção de SO2 (acima de 99%), o que oferece às usinas termelétricas a carvão mais flexibilidade para misturar carvões mais baratos e com maior teor de enxofre.
- Enquanto os sistemas LSFO geram 0,7 toneladas de CO2 para cada tonelada de SO2 removida, o processo EADS não produz CO2.
- Como a cal e o calcário são menos reativos em comparação com a amônia na remoção de SO2, é necessário um maior consumo de água de processo e energia de bombeamento para atingir altas taxas de circulação. Isso resulta em custos operacionais mais elevados para os sistemas LSFO.
- Os custos de capital para sistemas EADS são semelhantes aos da construção de um sistema LSFO. Conforme mencionado anteriormente, embora o sistema EADS exija equipamentos para processamento e embalagem do subproduto sulfato de amônio, as instalações de preparação de reagentes associadas ao LSFO não são necessárias para moagem, manuseio e transporte.
A principal vantagem do EADS é a eliminação de resíduos líquidos e sólidos. A tecnologia EADS é um processo de descarga zero de líquidos, o que significa que não há necessidade de tratamento de efluentes. O sulfato de amônio sólido, subproduto da tecnologia, é facilmente comercializável; o sulfato de amônio é o fertilizante e componente de fertilizantes mais utilizado no mundo, com previsão de crescimento do mercado global até 2030. Além disso, embora a fabricação de sulfato de amônio exija centrífuga, secador, esteira transportadora e equipamentos de embalagem, esses itens não são patenteados e estão disponíveis comercialmente. Dependendo das condições econômicas e de mercado, o fertilizante de sulfato de amônio pode compensar os custos da dessulfurização de gases de combustão à base de amônia e potencialmente gerar um lucro substancial.
| Esquema do processo eficiente de dessulfurização de amônia |
 |


A Shandong Zhongpeng Special Ceramics Co., Ltd. é uma das maiores fornecedoras de soluções em novos materiais cerâmicos de carboneto de silício na China. A cerâmica técnica de SiC possui dureza 9 na escala de Mohs (13 na nova escala), com excelente resistência à erosão e corrosão, além de excelente resistência à abrasão e oxidação. A vida útil dos produtos de SiC é de 4 a 5 vezes maior que a de materiais com 92% de alumina. O módulo de ruptura (MOR) do RBSiC é de 5 a 7 vezes maior que o do SNBSC, permitindo sua utilização em formatos mais complexos. O processo de cotação é ágil, a entrega é feita conforme prometido e a qualidade é incomparável. Persistimos em superar nossos objetivos e retribuir à sociedade com dedicação.







