Ugello FGD in carburo di silicio per la desolforazione nelle centrali elettriche




Ugelli di assorbimento per la desolforazione dei gas di combustione (FGD)
Rimozione degli ossidi di zolfo, comunemente noti come SOx, dai gas di scarico mediante un reagente alcalino, come una poltiglia di calcare umido.
Quando i combustibili fossili vengono utilizzati nei processi di combustione per alimentare caldaie, forni o altre apparecchiature, possono rilasciare SO₂ o SO₂ come parte dei gas di scarico. Questi ossidi di zolfo reagiscono facilmente con altri elementi formando composti nocivi come l'acido solforico e possono avere effetti negativi sulla salute umana e sull'ambiente. A causa di questi potenziali effetti, il controllo di questo composto nei gas di scarico è una parte essenziale delle centrali elettriche a carbone e di altre applicazioni industriali.
A causa dei problemi di erosione, ostruzione e accumulo, uno dei sistemi più affidabili per controllare queste emissioni è un processo di desolforazione dei gas di combustione a umido (FGD) a torre aperta che utilizza calcare, calce idrata, acqua di mare o altre soluzioni alcaline. Gli ugelli spruzzatori sono in grado di distribuire in modo efficace e affidabile questi fanghi nelle torri di assorbimento. Creando modelli uniformi di goccioline di dimensioni adeguate, questi ugelli sono in grado di creare efficacemente la superficie necessaria per un corretto assorbimento, riducendo al minimo il trascinamento della soluzione di lavaggio nei gas di combustione.


Selezione di un ugello assorbitore FGD:
Fattori importanti da considerare:
Densità e viscosità del mezzo di lavaggio
Dimensione richiesta delle goccioline
La dimensione corretta delle goccioline è essenziale per garantire tassi di assorbimento adeguati
Materiale dell'ugello
Poiché i gas di combustione sono spesso corrosivi e il fluido di lavaggio è spesso una poltiglia con un elevato contenuto di solidi e proprietà abrasive, è importante selezionare il materiale appropriato resistente alla corrosione e all'usura.
Resistenza all'intasamento degli ugelli
Poiché il fluido di lavaggio è spesso una poltiglia con un elevato contenuto di solidi, è importante selezionare l'ugello in base alla resistenza all'intasamento.
Schema di spruzzo e posizionamento dell'ugello
Per garantire un assorbimento adeguato è importante la copertura completa del flusso di gas senza bypass e con un tempo di residenza sufficiente
Dimensioni e tipo di collegamento dell'ugello
Portate richieste del fluido di lavaggio
Caduta di pressione disponibile (∆P) attraverso l'ugello
∆P = pressione di alimentazione all'ingresso dell'ugello – pressione di processo all'esterno dell'ugello
I nostri ingegneri esperti possono aiutarti a determinare quale ugello funzionerà come richiesto con i dettagli del tuo progetto
Usi e settori comuni degli ugelli assorbitori FGD:
Centrali elettriche a carbone e altri combustibili fossili
Raffinerie di petrolio
inceneritori di rifiuti urbani
forni per cemento
Fonderie di metalli
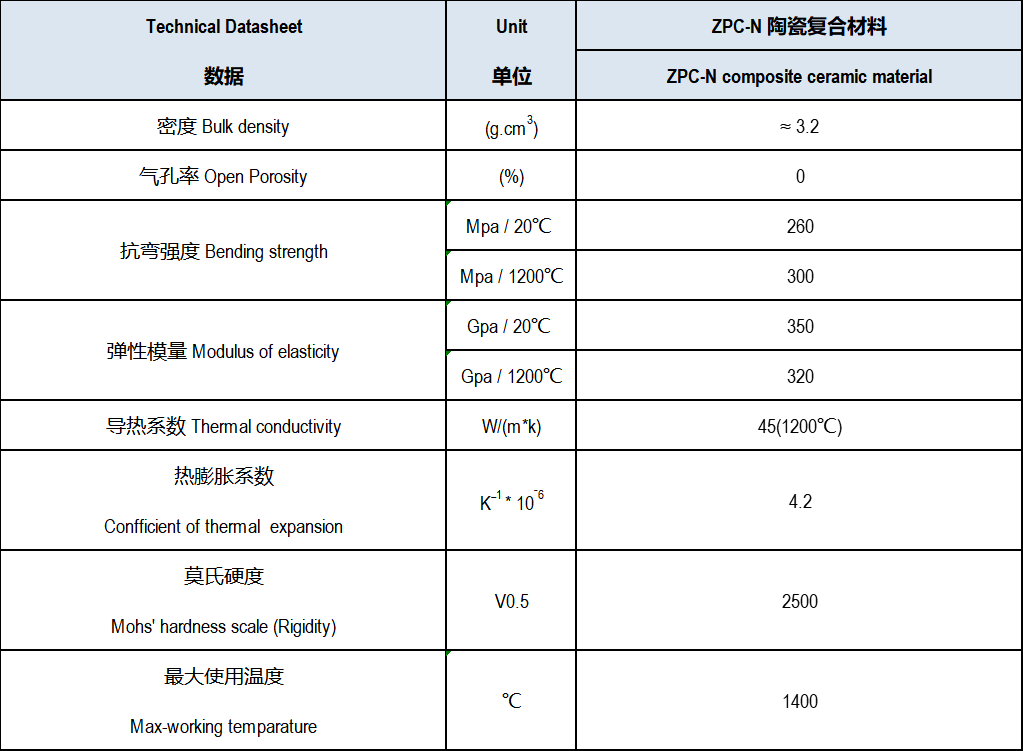
Scheda tecnica del materiale SiC
Svantaggi della calce/calcare
Come mostrato nella Figura 1, i sistemi FGD che impiegano l'ossidazione forzata calce/calcare (LSFO) includono tre sottosistemi principali:
- Preparazione, manipolazione e conservazione dei reagenti
- Recipiente di assorbimento
- Gestione dei rifiuti e dei sottoprodotti
La preparazione del reagente consiste nel convogliare calcare frantumato (CaCO3) da un silo di stoccaggio a un serbatoio di alimentazione agitato. La fanghiglia calcarea risultante viene quindi pompata nel serbatoio di assorbimento insieme ai gas di scarico della caldaia e all'aria ossidante. Gli ugelli spruzzatori erogano goccioline fini di reagente che fluiscono in controcorrente rispetto ai gas di scarico in ingresso. L'SO2 presente nei gas di scarico reagisce con il reagente ricco di calcio formando solfito di calcio (CaSO3) e CO2. L'aria introdotta nell'assorbitore favorisce l'ossidazione di CaSO3 a CaSO4 (forma diidrata).
Le reazioni fondamentali dell'LSFO sono:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
La fanghiglia ossidata si raccoglie sul fondo dell'assorbitore e viene successivamente riciclata insieme al reagente fresco verso i collettori degli ugelli di spruzzatura. Una parte del flusso di riciclo viene convogliata al sistema di gestione dei rifiuti/sottoprodotti, che in genere è costituito da idrocicloni, filtri a tamburo o a nastro e un serbatoio di raccolta delle acque reflue/liquidi agitato. Le acque reflue provenienti dal serbatoio di raccolta vengono riciclate nel serbatoio di alimentazione del reagente calcareo o in un idrociclone, dove il liquido in eccesso viene rimosso come effluente.
| Schema tipico del processo di lavaggio a umido con ossidazione forzata di calce/calcare |
 |
I sistemi LSFO a umido possono in genere raggiungere efficienze di rimozione dell'SO2 del 95-97%. Raggiungere livelli superiori al 97,5% per soddisfare i requisiti di controllo delle emissioni, tuttavia, è difficile, soprattutto per gli impianti che utilizzano carboni ad alto contenuto di zolfo. È possibile aggiungere catalizzatori al magnesio o calcinare il calcare per ottenere calce (CaO) a maggiore reattività, ma tali modifiche comportano attrezzature aggiuntive per l'impianto e i relativi costi di manodopera ed energia. Ad esempio, la calcinazione a calce richiede l'installazione di un forno separato. Inoltre, la calce precipita facilmente, aumentando il rischio di formazione di depositi di calcare nello scrubber.
Il costo della calcinazione con un forno a calce può essere ridotto iniettando direttamente il calcare nel forno della caldaia. In questo modo, la calce generata in caldaia viene trasportata insieme ai gas di scarico nello scrubber. Tra i possibili problemi rientrano l'incrostazione della caldaia, l'interferenza con il trasferimento di calore e l'inattivazione della calce dovuta alla sovracombustione in caldaia. Inoltre, la calce riduce la temperatura di flusso delle ceneri fuse nelle caldaie a carbone, con conseguente formazione di depositi solidi che altrimenti non si formerebbero.
I rifiuti liquidi del processo LSFO vengono solitamente indirizzati verso bacini di stabilizzazione insieme ai rifiuti liquidi provenienti da altre parti della centrale elettrica. L'effluente liquido del FGD umido può essere saturo di composti solforosi e solfati e le considerazioni ambientali ne limitano tipicamente il rilascio in fiumi, torrenti o altri corsi d'acqua. Inoltre, il riciclo delle acque reflue/liquidi nello scrubber può portare all'accumulo di sali disciolti di sodio, potassio, calcio, magnesio o cloruro. Queste specie possono alla fine cristallizzare a meno che non venga fornito un drenaggio sufficiente a mantenere le concentrazioni di sali disciolti al di sotto della saturazione. Un ulteriore problema è la lenta velocità di sedimentazione dei solidi di scarto, che si traduce nella necessità di bacini di stabilizzazione di grandi dimensioni e ad alto volume. In condizioni tipiche, lo strato sedimentato in un bacino di stabilizzazione può contenere il 50% o più di fase liquida anche dopo diversi mesi di stoccaggio.
Il solfato di calcio recuperato dalla fanghiglia di riciclo dell'assorbitore può contenere elevate quantità di calcare non reagito e ceneri di solfito di calcio. Questi contaminanti possono impedire la vendita del solfato di calcio come gesso sintetico per l'uso nella produzione di pannelli di rivestimento, intonaco e cemento. Il calcare non reagito è l'impurità predominante presente nel gesso sintetico ed è anche un'impurità comune nel gesso naturale (estratto). Sebbene il calcare di per sé non interferisca con le proprietà dei prodotti finali in pannelli di rivestimento, le sue proprietà abrasive presentano problemi di usura per le apparecchiature di lavorazione. Il solfito di calcio è un'impurità indesiderata in qualsiasi gesso, poiché le sue particelle fini creano problemi di incrostazione e altri problemi di lavorazione come il lavaggio e la disidratazione della torta.
Se i solidi generati nel processo LSFO non sono commercialmente commerciabili come gesso sintetico, ciò pone un notevole problema di smaltimento dei rifiuti. Per una caldaia da 1000 MW alimentata con carbone all'1% di zolfo, la quantità di gesso è di circa 550 tonnellate (short) al giorno. Per lo stesso impianto che alimenta carbone al 2% di zolfo, la produzione di gesso aumenta a circa 1100 tonnellate al giorno. Aggiungendo circa 1000 tonnellate al giorno per la produzione di ceneri volanti, il tonnellaggio totale di rifiuti solidi si porta a circa 1550 tonnellate al giorno per il caso del carbone all'1% di zolfo e a 2100 tonnellate al giorno per il caso del 2% di zolfo.
Vantaggi EADS
Un'alternativa tecnologica collaudata allo scrubbing LSFO sostituisce il calcare con l'ammoniaca come reagente per la rimozione di SO2. I componenti di macinazione, stoccaggio, movimentazione e trasporto del reagente solido in un sistema LSFO vengono sostituiti da semplici serbatoi di stoccaggio per ammoniaca acquosa o anidra. La Figura 2 mostra uno schema di flusso per il sistema EADS fornito da JET Inc.
Ammoniaca, gas di combustione, aria ossidante e acqua di processo entrano in un assorbitore contenente più livelli di ugelli spruzzatori. Gli ugelli generano goccioline fini di reagente contenente ammoniaca per garantire uno stretto contatto del reagente con i gas di combustione in ingresso, secondo le seguenti reazioni:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
L'SO₂ presente nel flusso dei fumi reagisce con l'ammoniaca nella metà superiore del contenitore per produrre solfito di ammonio. Il fondo del contenitore dell'assorbitore funge da serbatoio di ossidazione dove l'aria ossida il solfito di ammonio in solfato di ammonio. La soluzione di solfato di ammonio risultante viene pompata nuovamente verso i collettori degli ugelli di spruzzatura a più livelli nell'assorbitore. Prima di uscire dalla parte superiore dell'assorbitore, i fumi depurati attraversano un demister che fa coalescere le goccioline di liquido intrappolate e cattura il particolato fine.
La reazione dell'ammoniaca con SO2 e l'ossidazione del solfito a solfato consentono di raggiungere un elevato tasso di utilizzo dei reagenti. Per ogni chilo di ammoniaca consumata si producono 1,8 kg di solfato di ammonio.
Come nel processo LSFO, una parte del flusso di riciclo reagente/prodotto può essere prelevata per produrre un sottoprodotto commerciale. Nel sistema EADS, la soluzione del prodotto di prelievo viene pompata in un sistema di recupero solidi costituito da un idrociclone e una centrifuga per concentrare il solfato di ammonio prodotto prima dell'essiccazione e del confezionamento. Tutti i liquidi (il trabocco dell'idrociclone e il concentrato della centrifuga) vengono convogliati nuovamente in un serbatoio di fanghi e quindi reintrodotti nel flusso di riciclo del solfato di ammonio dell'assorbitore.

- I sistemi EADS garantiscono una maggiore efficienza nella rimozione di SO2 (>99%), il che conferisce alle centrali elettriche a carbone una maggiore flessibilità nel miscelare carboni più economici e con un più alto contenuto di zolfo.
- Mentre i sistemi LSFO creano 0,7 tonnellate di CO2 per ogni tonnellata di SO2 rimossa, il processo EADS non produce CO2.
- Poiché calce e calcare sono meno reattivi rispetto all'ammoniaca per la rimozione di SO2, per raggiungere elevate velocità di circolazione sono necessari maggiori consumi di acqua di processo e maggiore energia di pompaggio. Ciò si traduce in costi operativi più elevati per i sistemi LSFO.
- I costi di capitale per i sistemi EADS sono simili a quelli per la costruzione di un sistema LSFO. Come accennato in precedenza, mentre il sistema EADS richiede attrezzature per la lavorazione e il confezionamento dei sottoprodotti di solfato di ammonio, gli impianti di preparazione dei reagenti associati al sistema LSFO non sono necessari per la macinazione, la movimentazione e il trasporto.
Il vantaggio più distintivo dell'EADS è l'eliminazione di rifiuti sia liquidi che solidi. La tecnologia EADS è un processo a scarico zero di liquidi, il che significa che non richiede alcun trattamento delle acque reflue. Il sottoprodotto solido di solfato di ammonio è facilmente commercializzabile; il solfato di ammonio è il fertilizzante e il componente di fertilizzante più utilizzato al mondo, con una crescita del mercato mondiale prevista fino al 2030. Inoltre, sebbene la produzione di solfato di ammonio richieda una centrifuga, un essiccatore, un trasportatore e un'attrezzatura per il confezionamento, questi elementi non sono brevettati e sono disponibili in commercio. A seconda delle condizioni economiche e di mercato, il fertilizzante a base di solfato di ammonio può compensare i costi della desolforazione dei gas di combustione a base di ammoniaca e potenzialmente generare un profitto sostanziale.
| Schema efficiente del processo di desolforazione dell'ammoniaca |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd è una delle più grandi soluzioni di nuovi materiali ceramici in carburo di silicio in Cina. Ceramica tecnica SiC: durezza Mohs 9 (la nuova durezza Mohs è 13), con eccellente resistenza all'erosione e alla corrosione, eccellente resistenza all'abrasione e antiossidazione. La durata utile del prodotto SiC è da 4 a 5 volte superiore a quella del materiale al 92% di allumina. Il MOR del RBSiC è da 5 a 7 volte superiore a quello del SNBSC, e può essere utilizzato per forme più complesse. Il processo di quotazione è rapido, la consegna rispetta le promesse e la qualità è ineguagliabile. Perseveriamo sempre nel perseguire i nostri obiettivi e nel restituire il nostro cuore alla società.







