Nosel FGD Silikon Karbida untuk desulfurisasi di pembangkit listrik




Nozel Absorber Desulfurisasi Gas Buang (FGD)
Penghilangan oksida sulfur, yang biasa disebut SOx, dari gas buang menggunakan reagen alkali, seperti bubur batu kapur basah.
Ketika bahan bakar fosil digunakan dalam proses pembakaran untuk menjalankan boiler, tungku, atau peralatan lainnya, bahan bakar tersebut berpotensi melepaskan SO2 atau SO3 sebagai bagian dari gas buang. Oksida sulfur ini mudah bereaksi dengan unsur lain untuk membentuk senyawa berbahaya seperti asam sulfat dan berpotensi berdampak negatif terhadap kesehatan manusia dan lingkungan. Karena potensi dampak tersebut, pengendalian senyawa ini dalam gas buang merupakan bagian penting dari pembangkit listrik tenaga batubara dan aplikasi industri lainnya.
Karena kekhawatiran akan erosi, penyumbatan, dan penumpukan, salah satu sistem yang paling andal untuk mengendalikan emisi ini adalah proses desulfurisasi gas buang basah menara terbuka (FGD) menggunakan batu kapur, kapur hidrat, air laut, atau larutan alkali lainnya. Nozel semprot mampu mendistribusikan bubur ini secara efektif dan andal ke dalam menara absorpsi. Dengan menciptakan pola tetesan berukuran tepat yang seragam, nozel ini mampu secara efektif menciptakan luas permukaan yang dibutuhkan untuk absorpsi yang tepat sambil meminimalkan masuknya larutan pembersih ke dalam gas buang.


Memilih Nozzle Absorber FGD:
Faktor-faktor penting yang perlu dipertimbangkan:
Kepadatan dan viskositas media penggosok
Ukuran tetesan yang dibutuhkan
Ukuran tetesan yang tepat sangat penting untuk memastikan tingkat penyerapan yang optimal.
Bahan nosel
Karena gas buang seringkali bersifat korosif dan cairan pembersih seringkali berupa bubur kental dengan kandungan padatan tinggi dan sifat abrasif, pemilihan material tahan korosi dan aus yang tepat sangatlah penting.
Ketahanan terhadap penyumbatan nosel
Karena cairan pembersih seringkali berupa bubur kental dengan kandungan padatan tinggi, pemilihan nosel yang mempertimbangkan ketahanan terhadap penyumbatan sangatlah penting.
Pola semprotan dan penempatan nosel
Untuk memastikan penyerapan yang tepat, cakupan aliran gas yang lengkap tanpa bypass dan waktu tinggal yang cukup sangat penting.
Ukuran dan jenis sambungan nosel
Laju aliran cairan pembersih yang dibutuhkan
Penurunan tekanan yang tersedia (∆P) di seluruh nosel
∆P = tekanan suplai di saluran masuk nosel – tekanan proses di luar nosel
Para insinyur kami yang berpengalaman dapat membantu menentukan nozzle mana yang akan bekerja sesuai dengan detail desain Anda.
Penggunaan dan Industri Umum Nozzle Absorber FGD:
Pembangkit listrik tenaga batu bara dan bahan bakar fosil lainnya
Kilang minyak
Pembakaran sampah kota
Tungku semen
Pabrik peleburan logam
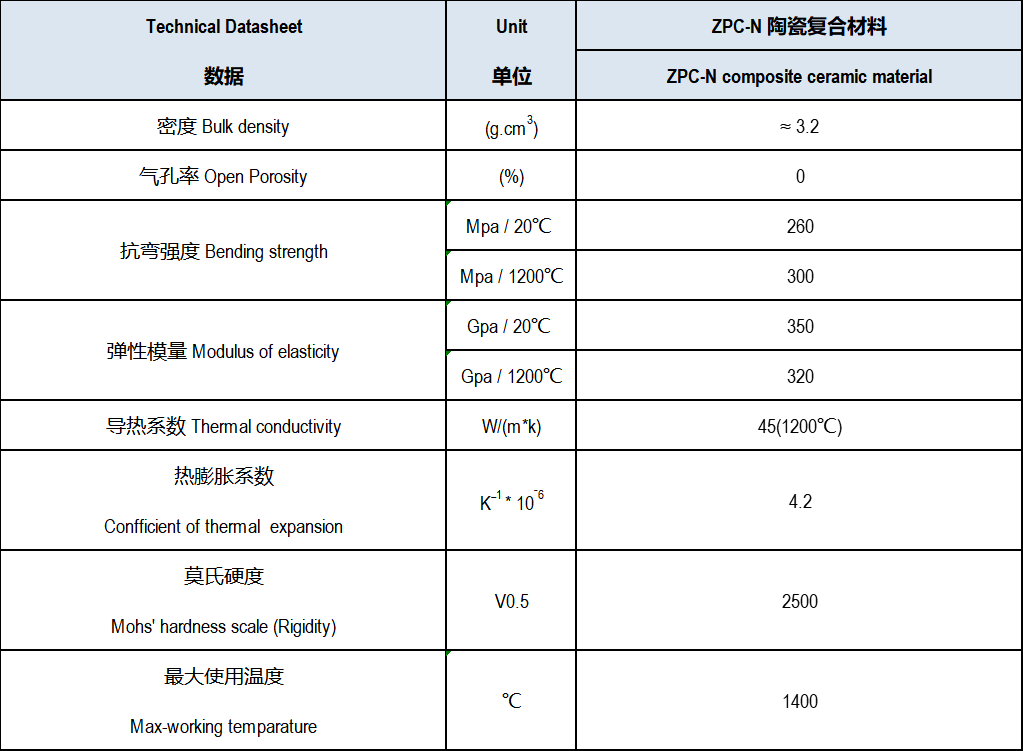
Lembar Data Material SiC
Kekurangan Kapur/Batu Kapur
Seperti yang ditunjukkan pada Gambar 1, sistem FGD yang menggunakan oksidasi paksa kapur/batu kapur (LSFO) mencakup tiga subsistem utama:
- Persiapan, penanganan, dan penyimpanan reagen
- Bejana penyerap
- Penanganan limbah dan produk sampingan
Persiapan reagen terdiri dari pengangkutan batu kapur yang dihancurkan (CaCO3) dari silo penyimpanan ke tangki umpan yang diaduk. Bubur batu kapur yang dihasilkan kemudian dipompa ke bejana penyerap bersama dengan gas buang boiler dan udara pengoksidasi. Nosel semprot mengirimkan tetesan halus reagen yang kemudian mengalir berlawanan arah dengan gas buang yang masuk. SO2 dalam gas buang bereaksi dengan reagen kaya kalsium untuk membentuk kalsium sulfit (CaSO3) dan CO2. Udara yang dimasukkan ke dalam penyerap mendorong oksidasi CaSO3 menjadi CaSO4 (bentuk dihidrat).
Reaksi LSFO dasar adalah:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Lumpur teroksidasi terkumpul di bagian bawah penyerap dan kemudian didaur ulang bersama dengan reagen segar kembali ke kepala nosel semprot. Sebagian dari aliran daur ulang ditarik ke sistem penanganan limbah/produk sampingan, yang biasanya terdiri dari hidrosiklon, filter drum atau sabuk, dan tangki penampung air limbah/cairan yang diaduk. Air limbah dari tangki penampung didaur ulang kembali ke tangki umpan reagen batu kapur atau ke hidrosiklon di mana luapan dibuang sebagai efluen.
| Skema Proses Pembersihan Basah Oksidasi Paksa Kapur/Batu Kapur |
 |
Sistem LSFO basah biasanya dapat mencapai efisiensi penghilangan SO2 sebesar 95-97 persen. Namun, mencapai tingkat di atas 97,5 persen untuk memenuhi persyaratan pengendalian emisi sulit dilakukan, terutama untuk pabrik yang menggunakan batubara dengan kandungan sulfur tinggi. Katalis magnesium dapat ditambahkan atau batu kapur dapat dikalsinasi menjadi kapur dengan reaktivitas lebih tinggi (CaO), tetapi modifikasi tersebut melibatkan peralatan pabrik tambahan dan biaya tenaga kerja serta energi yang terkait. Misalnya, kalsinasi menjadi kapur memerlukan pemasangan tungku kapur terpisah. Selain itu, kapur mudah mengendap dan ini meningkatkan potensi pembentukan endapan kerak di scrubber.
Biaya kalsinasi dengan tungku kapur dapat dikurangi dengan menyuntikkan batu kapur langsung ke dalam tungku boiler. Dalam pendekatan ini, kapur yang dihasilkan di dalam boiler terbawa bersama gas buang ke dalam scrubber. Masalah yang mungkin terjadi meliputi pengotoran boiler, gangguan pada perpindahan panas, dan inaktivasi kapur akibat pembakaran berlebihan di dalam boiler. Selain itu, kapur mengurangi suhu aliran abu cair di boiler berbahan bakar batubara, sehingga menghasilkan endapan padat yang seharusnya tidak terjadi.
Limbah cair dari proses LSFO biasanya dialirkan ke kolam stabilisasi bersama dengan limbah cair dari bagian lain pembangkit listrik. Limbah cair FGD basah dapat jenuh dengan senyawa sulfit dan sulfat, dan pertimbangan lingkungan biasanya membatasi pelepasannya ke sungai, aliran air, atau badan air lainnya. Selain itu, daur ulang air limbah/cairan kembali ke scrubber dapat menyebabkan penumpukan garam natrium, kalium, kalsium, magnesium, atau klorida terlarut. Senyawa-senyawa ini pada akhirnya dapat mengkristal kecuali jika diberikan pengurasan yang cukup untuk menjaga konsentrasi garam terlarut di bawah kejenuhan. Masalah tambahan adalah laju pengendapan padatan limbah yang lambat, yang mengakibatkan perlunya kolam stabilisasi yang besar dan bervolume tinggi. Dalam kondisi tipikal, lapisan yang mengendap di kolam stabilisasi dapat mengandung 50 persen atau lebih fase cair bahkan setelah beberapa bulan penyimpanan.
Kalsium sulfat yang diperoleh dari lumpur daur ulang penyerap dapat mengandung kadar batu kapur yang tidak bereaksi dan abu kalsium sulfit yang tinggi. Kontaminan ini dapat mencegah kalsium sulfat dijual sebagai gipsum sintetis untuk digunakan dalam produksi papan dinding, plester, dan semen. Batu kapur yang tidak bereaksi adalah pengotor utama yang ditemukan dalam gipsum sintetis dan juga merupakan pengotor umum dalam gipsum alami (yang ditambang). Meskipun batu kapur itu sendiri tidak mengganggu sifat produk akhir papan dinding, sifat abrasifnya menimbulkan masalah keausan pada peralatan pengolahan. Kalsium sulfit adalah pengotor yang tidak diinginkan dalam gipsum apa pun karena ukuran partikelnya yang halus menimbulkan masalah kerak dan masalah pengolahan lainnya seperti pencucian dan pengeringan endapan.
Jika padatan yang dihasilkan dalam proses LSFO tidak dapat dipasarkan secara komersial sebagai gipsum sintetis, hal ini menimbulkan masalah pembuangan limbah yang cukup besar. Untuk boiler 1000 MW yang menggunakan batubara dengan kandungan sulfur 1 persen, jumlah gipsum yang dihasilkan sekitar 550 ton (kurang)/hari. Untuk pembangkit yang sama yang menggunakan batubara dengan kandungan sulfur 2 persen, produksi gipsum meningkat menjadi sekitar 1100 ton/hari. Dengan menambahkan sekitar 1000 ton/hari untuk produksi abu terbang, total tonase limbah padat menjadi sekitar 1550 ton/hari untuk kasus batubara dengan kandungan sulfur 1 persen dan 2100 ton/hari untuk kasus batubara dengan kandungan sulfur 2 persen.
Keunggulan EADS
Alternatif teknologi yang telah terbukti untuk pembersihan LSFO menggantikan batu kapur dengan amonia sebagai reagen untuk menghilangkan SO2. Komponen penggilingan, penyimpanan, penanganan, dan pengangkutan reagen padat dalam sistem LSFO digantikan oleh tangki penyimpanan sederhana untuk amonia cair atau anhidrat. Gambar 2 menunjukkan skema alur untuk sistem EADS yang disediakan oleh JET Inc.
Amonia, gas buang, udara pengoksidasi, dan air proses memasuki penyerap yang berisi beberapa tingkat nosel semprot. Nosel-nosel tersebut menghasilkan tetesan halus reagen yang mengandung amonia untuk memastikan kontak yang erat antara reagen dengan gas buang yang masuk sesuai dengan reaksi berikut:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 dalam aliran gas buang bereaksi dengan amonia di bagian atas bejana untuk menghasilkan amonium sulfit. Bagian bawah bejana penyerap berfungsi sebagai tangki oksidasi tempat udara mengoksidasi amonium sulfit menjadi amonium sulfat. Larutan amonium sulfat yang dihasilkan dipompa kembali ke header nosel semprot di beberapa tingkat dalam penyerap. Sebelum gas buang yang telah dibersihkan keluar dari bagian atas penyerap, gas tersebut melewati demister yang menggabungkan tetesan cairan yang terbawa dan menangkap partikel halus.
Reaksi amonia dengan SO2 dan oksidasi sulfit menjadi sulfat mencapai tingkat pemanfaatan reagen yang tinggi. Empat pon amonium sulfat dihasilkan untuk setiap pon amonia yang dikonsumsi.
Seperti halnya proses LSFO, sebagian dari aliran daur ulang reagen/produk dapat diambil untuk menghasilkan produk sampingan komersial. Dalam sistem EADS, larutan produk yang diambil dipompa ke sistem pemulihan padatan yang terdiri dari hidrosiklon dan sentrifugasi untuk memekatkan produk amonium sulfat sebelum pengeringan dan pengemasan. Semua cairan (luapan hidrosiklon dan sentrat sentrifugasi) dialirkan kembali ke tangki bubur dan kemudian dimasukkan kembali ke aliran daur ulang amonium sulfat penyerap.

- Sistem EADS memberikan efisiensi penghilangan SO2 yang lebih tinggi (>99%), yang memberi pembangkit listrik tenaga batubara lebih banyak fleksibilitas untuk mencampur batubara yang lebih murah dan memiliki kandungan sulfur lebih tinggi.
- Sementara sistem LSFO menghasilkan 0,7 ton CO2 untuk setiap ton SO2 yang dihilangkan, proses EADS tidak menghasilkan CO2 sama sekali.
- Karena kapur dan batu kapur kurang reaktif dibandingkan amonia untuk menghilangkan SO2, konsumsi air proses dan energi pemompaan yang lebih tinggi diperlukan untuk mencapai laju sirkulasi yang tinggi. Hal ini mengakibatkan biaya operasional yang lebih tinggi untuk sistem LSFO.
- Biaya modal untuk sistem EADS serupa dengan biaya untuk membangun sistem LSFO. Seperti yang disebutkan di atas, sementara sistem EADS membutuhkan peralatan pengolahan dan pengemasan produk sampingan amonium sulfat, fasilitas persiapan reagen yang terkait dengan LSFO tidak diperlukan untuk penggilingan, penanganan, dan pengangkutan.
Keunggulan paling menonjol dari EADS adalah penghilangan limbah cair dan padat. Teknologi EADS merupakan proses tanpa pembuangan limbah cair, yang berarti tidak diperlukan pengolahan air limbah. Produk sampingan amonium sulfat padat mudah dipasarkan; amonium sulfat adalah pupuk dan komponen pupuk yang paling banyak digunakan di dunia, dengan pertumbuhan pasar global yang diperkirakan hingga tahun 2030. Selain itu, meskipun pembuatan amonium sulfat membutuhkan sentrifugal, pengering, konveyor, dan peralatan pengemasan, barang-barang ini bukan barang eksklusif dan tersedia secara komersial. Tergantung pada kondisi ekonomi dan pasar, pupuk amonium sulfat dapat mengimbangi biaya desulfurisasi gas buang berbasis amonia dan berpotensi memberikan keuntungan yang substansial.
| Skema Proses Desulfurisasi Amonia yang Efisien |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd. adalah salah satu perusahaan penyedia solusi material baru keramik silikon karbida terbesar di Tiongkok. Keramik teknis SiC: Kekerasan Mohs 9 (Kekerasan Mohs baru 13), dengan ketahanan yang sangat baik terhadap erosi dan korosi, ketahanan abrasi dan anti-oksidasi yang sangat baik. Masa pakai produk SiC 4 hingga 5 kali lebih lama daripada material alumina 92%. MOR RBSiC 5 hingga 7 kali lebih tinggi daripada SNBSC, sehingga dapat digunakan untuk bentuk yang lebih kompleks. Proses penawaran cepat, pengiriman sesuai janji, dan kualitasnya tak tertandingi. Kami selalu bertekad untuk menantang tujuan kami dan memberikan yang terbaik untuk masyarakat.







