Дюза от силициев карбид FGD за десулфуризация в електроцентрала




Дюзи за абсорбиране на димни газове (FGD)
Отстраняване на серни оксиди, обикновено наричани SOx, от отработени газове с помощта на алкален реагент, като например влажна варовикова суспензия.
Когато изкопаемите горива се използват в горивни процеси за работа на котли, пещи или друго оборудване, те имат потенциал да отделят SO2 или SO3 като част от отработените газове. Тези серни оксиди реагират лесно с други елементи, за да образуват вредни съединения като сярна киселина и имат потенциал да повлияят негативно на човешкото здраве и околната среда. Поради тези потенциални ефекти, контролът на това съединение в димните газове е съществена част от електроцентралите, работещи с въглища, и други промишлени приложения.
Поради опасения от ерозия, запушване и натрупване, една от най-надеждните системи за контрол на тези емисии е процесът на мокро десулфуриране на димни газове (FGD) в отворена кула, използващ варовик, хидратирана вар, морска вода или друг алкален разтвор. Разпръскващите дюзи са способни ефективно и надеждно да разпределят тези суспензии в абсорбционните кули. Чрез създаване на равномерни модели от капчици с подходящ размер, тези дюзи са в състояние ефективно да създадат повърхността, необходима за правилното абсорбиране, като същевременно минимизират увличането на пречистващия разтвор в димните газове.


Избор на абсорбираща дюза за димно-газираща индукция (ДГД):
Важни фактори, които трябва да се вземат предвид:
Плътност и вискозитет на промивната среда
Необходим размер на капката
Правилният размер на капките е от съществено значение за осигуряване на правилна степен на абсорбция
Материал на дюзата
Тъй като димните газове често са корозивни, а почистващата течност често е суспензия с високо съдържание на твърди вещества и абразивни свойства, изборът на подходящ материал, устойчив на корозия и износване, е важен.
Устойчивост на запушване на дюзите
Тъй като почистващата течност често е суспензия с високо съдържание на твърди частици, изборът на дюза с оглед на устойчивостта на запушване е важен.
Модел на пръскане на дюзите и разположение
За да се осигури правилното абсорбиране, е важно пълното покритие на газовия поток без байпас и достатъчно време на престой.
Размер и тип на връзката на дюзата
Необходими дебити на почистващата течност
Наличен пад на налягането (∆P) през дюзата
∆P = налягане на захранването на входа на дюзата – технологично налягане извън дюзата
Нашите опитни инженери могат да ви помогнат да определите коя дюза ще работи според изискванията на вашия проект.
Често срещани приложения и индустрии на дюзите за абсорбиране на дифрактометър:
Електроцентрали на въглища и други изкопаеми горива
Петролни рафинерии
Инсинератори за битови отпадъци
Циментови пещи
Металоплавителни предприятия
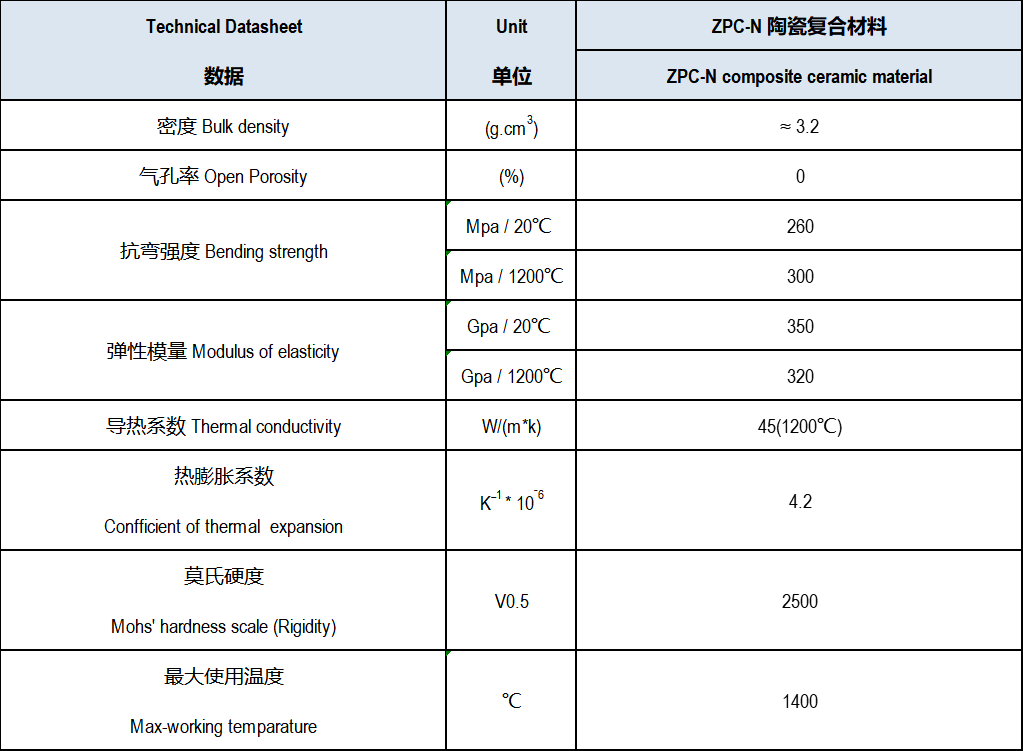
Информационен лист за SiC материали
Недостатъци на варовика/варовика
Както е показано на Фигура 1, FGD системите, използващи принудително окисление с вар/варовик (LSFO), включват три основни подсистеми:
- Приготвяне, работа и съхранение на реагенти
- Абсорбиращ съд
- Обработка на отпадъци и странични продукти
Подготовката на реагента се състои в пренасяне на натрошен варовик (CaCO3) от силоз за съхранение до резервоар с разбъркващо захранване. Получената варовикова суспензия се изпомпва към абсорбционния съд заедно с димните газове от котела и окисляващия въздух. Разпръскващите дюзи доставят фини капчици реагент, които след това текат в противоток на входящите димни газове. SO2 в димните газове реагира с богатия на калций реагент, за да образува калциев сулфит (CaSO3) и CO2. Въздухът, въведен в абсорбера, насърчава окисляването на CaSO3 до CaSO4 (дихидратна форма).
Основните LSFO реакции са:
CaCO3 + SO2 → CaSO3 + CO2 · 2H2O
Окислената суспензия се събира в долната част на абсорбера и впоследствие се рециклира заедно с пресен реагент обратно към колекторите на разпръскващите дюзи. Част от рециклирания поток се отвежда към системата за обработка на отпадъци/странични продукти, която обикновено се състои от хидроциклони, барабанни или лентови филтри и резервоар за събиране на отпадъчни води/ликьор с разбъркване. Отпадъчните води от резервоара за събиране се рециклират обратно в резервоара за подаване на варовиков реагент или в хидроциклон, където излишната вода се отстранява като отпадъчни води.
| Схема на типичен процес на мокро скруберно пречистване с принудително окисляване на вар/варовик |
 |
Системите за мокро LSFO обикновено могат да постигнат ефективност на отстраняване на SO2 от 95-97 процента. Достигането на нива над 97,5 процента, за да се отговорят на изискванията за контрол на емисиите, обаче е трудно, особено за инсталации, използващи въглища с високо съдържание на сяра. Могат да се добавят магнезиеви катализатори или варовикът може да се калцинира до вар с по-висока реактивност (CaO), но такива модификации включват допълнително оборудване за инсталацията и свързаните с това разходи за труд и енергия. Например, калцинирането до вар изисква инсталирането на отделна пещ за вар. Също така, варта лесно се утаява и това увеличава потенциала за образуване на котлен камък в скрубера.
Цената на калцинирането с варова пещ може да бъде намалена чрез директно инжектиране на варовик в пещта на котела. При този подход, варът, генериран в котела, се пренася с димните газове в скрубера. Възможните проблеми включват замърсяване на котела, смущения в топлопреноса и инактивиране на вар поради прекомерно изгаряне в котела. Освен това, варът намалява температурата на потока на разтопената пепел в котлите на въглища, което води до твърди отлагания, които иначе не биха се образували.
Течните отпадъци от процеса LSFO обикновено се насочват към стабилизационни басейни заедно с течните отпадъци от други части на електроцентралата. Мокрият течен отпадъчен поток от FGD може да бъде наситен със сулфитни и сулфатни съединения и екологичните съображения обикновено ограничават изпускането му в реки, потоци или други водни течения. Също така, рециклирането на отпадъчни води/ликьор обратно в скрубера може да доведе до натрупване на разтворени натриеви, калиеви, калциеви, магнезиеви или хлоридни соли. Тези видове могат в крайна сметка да кристализират, освен ако не се осигури достатъчно обезвъздушаване, за да се поддържат концентрациите на разтворените соли под насищане. Допълнителен проблем е бавната скорост на утаяване на твърдите вещества в отпадъците, което води до необходимостта от големи стабилизационни басейни с голям обем. При типични условия утаеният слой в стабилизационен басейн може да съдържа 50 процента или повече течна фаза дори след няколко месеца съхранение.
Калциевият сулфат, извлечен от рециклираната суспензия на абсорбера, може да съдържа високо съдържание на нереагиран варовик и пепел от калциев сулфит. Тези замърсители могат да попречат на калциевия сулфат да бъде продаван като синтетичен гипс за употреба в производството на гипсови плоскости, мазилка и цимент. Нереагираният варовик е преобладаващият примес, който се среща в синтетичния гипс, и е често срещан примес и в естествения (добивен) гипс. Въпреки че самият варовик не пречи на свойствата на крайните продукти от гипсови плоскости, абразивните му свойства създават проблеми с износването на технологичното оборудване. Калциевият сулфит е нежелан примес във всеки гипс, тъй като финият му размер на частиците създава проблеми с образуването на котлен камък и други проблеми при обработката, като например измиване на кейка и обезводняване.
Ако твърдите вещества, генерирани в процеса LSFO, не са търговски годни за продажба като синтетичен гипс, това представлява значителен проблем с обезвреждането на отпадъци. За котел с мощност 1000 MW, използващ 1% серни въглища, количеството гипс е приблизително 550 тона (малко)/ден. За същата инсталация, използваща 2% серни въглища, производството на гипс се увеличава до приблизително 1100 тона/ден. Добавяйки около 1000 тона/ден за производство на летяща пепел, това води до общия тонаж на твърдите отпадъци до около 1550 тона/ден за случая с 1% серни въглища и 2100 тона/ден за случая с 2% сяра.
Предимства на EADS
Доказана технологична алтернатива на скруберното пречистване с LSFO замества варовика с амоняк като реагент за отстраняване на SO2. Компонентите за смилане, съхранение, обработка и транспортиране на твърди реагенти в LSFO система се заменят с прости резервоари за съхранение на воден или безводен амоняк. Фигура 2 показва схема на потока за системата EADS, предоставена от JET Inc.
Амонякът, димните газове, окислителният въздух и технологичната вода влизат в абсорбер, съдържащ множество нива на разпръскващи дюзи. Дюзите генерират фини капчици реагент, съдържащ амоняк, за да осигурят интимен контакт на реагента с входящите димни газове, съгласно следните реакции:
(1) SO2 + 2NH3 + H2O → (NH4)2SO3
(2) (NH4)2SO3 + ½O2 → (NH4)2SO4
SO2 в потока от димни газове реагира с амоняк в горната половина на съда, за да се получи амониев сулфит. Дъното на абсорбционния съд служи като окислителен резервоар, където въздухът окислява амониевия сулфит до амониев сулфат. Полученият разтвор на амониев сулфат се изпомпва обратно към колекторите на дюзите за разпръскване на няколко нива в абсорбера. Преди пречистените димни газове да напуснат горната част на абсорбера, те преминават през демистер, който събира всички увлечени течни капчици и улавя фините частици.
Реакцията на амоняка със SO2 и окислението на сулфита до сулфат постигат висок коефициент на използване на реагента. За всеки килограм консумиран амоняк се произвеждат четири килограма амониев сулфат.
Както при процеса LSFO, част от рециклирания поток реагент/продукт може да бъде изтеглена за производство на търговски страничен продукт. В системата EADS, разтворът на извлечения продукт се изпомпва към система за възстановяване на твърди вещества, състояща се от хидроциклон и центрофуга, за да се концентрира амониевият сулфат преди сушене и опаковане. Всички течности (преливник от хидроциклона и центрофугиращ концентрат) се насочват обратно към резервоар за суспензия и след това се въвеждат отново в рециклирания поток на абсорбера от амониев сулфат.

- Системите EADS осигуряват по-висока ефективност на отстраняване на SO2 (>99%), което дава на въглищните електроцентрали по-голяма гъвкавост за смесване на по-евтини въглища с по-високо съдържание на сяра.
- Докато системите LSFO създават 0,7 тона CO2 за всеки тон отстранен SO2, процесът EADS не произвежда CO2.
- Тъй като варът и варовикът са по-слабо реактивни в сравнение с амоняка за отстраняване на SO2, е необходима по-висока консумация на технологична вода и помпена енергия, за да се постигнат високи скорости на циркулация. Това води до по-високи експлоатационни разходи за LSFO системите.
- Капиталовите разходи за EADS системи са подобни на тези за изграждане на LSFO система. Както бе отбелязано по-горе, макар че EADS системата изисква оборудване за обработка и опаковане на странични продукти от амониев сулфат, съоръженията за подготовка на реагенти, свързани с LSFO, не са необходими за смилане, обработка и транспорт.
Най-отличителното предимство на EADS е елиминирането както на течни, така и на твърди отпадъци. Технологията EADS е процес с нулево изпускане на течности, което означава, че не се изисква пречистване на отпадъчни води. Твърдият страничен продукт от амониев сулфат е лесно достъпен за пазара; амонячният сулфат е най-използваният тор и компонент на торовете в света, като се очаква растеж на световния пазар до 2030 г. Освен това, макар производството на амониев сулфат да изисква центрофуга, сушилня, конвейер и опаковъчно оборудване, тези артикули не са патентовани и се предлагат в търговската мрежа. В зависимост от икономическите и пазарните условия, торът от амониево-сулфатен сулфат може да компенсира разходите за десулфуризация на димни газове на базата на амоняк и потенциално да осигури значителна печалба.
| Схема на ефективния процес на десулфуриране на амоняк |
 |


Shandong Zhongpeng Special Ceramics Co., Ltd е едно от най-големите решения за нови керамични материали от силициев карбид в Китай. Техническа керамика SiC: твърдост по Moh е 9 (нова твърдост по Moh е 13), с отлична устойчивост на ерозия и корозия, отлична устойчивост на износване и антиокислителна защита. Животът на SiC продукта е 4 до 5 пъти по-дълъг от този на 92% алуминиев оксид. MOR на RBSiC е 5 до 7 пъти по-висок от този на SNBSC, може да се използва за по-сложни форми. Процесът на офериране е бърз, доставката е съгласно обещаното, а качеството е несравнимо. Ние винаги упорито се стремим да постигнем целите си и даваме сърцата си обратно на обществото.







